




















气动移载机与PLC控制系统的设计
气动即采用气泵和气阀控制气流,直接控制气压和流量,使得空气发生振动。
可编程控制器(PLC)是以微处理器为核心,集计算机技术、自动化控制技术于一体的一种新型工业控制系统。PLC采用了典型的计算机结构,主要包括CPU、RAM、ROM和输入/输出接口电路等。如果把PLC看作一个系统,该系统由输入变量-PLC-输出变量组成,外部的各种开关信号、模拟信号、传感器检测的信号均作为PLC的输入变量,它们经PLC外部端子输入到内部寄存器中,经PLC内部逻辑运算或其它各种运算、处理后送到输出端子,它们是PLC的输出变量,由这些输出变量对外围设备进行各种控制。
PLC控制系统一般采取易于理解和掌握的梯形图语言及面向工业控制的简单指令,形象直观,是基于现场总线技术、完全开放,采用先进的软硬件技术。PLC 控制具有结构简单灵活、抗干扰能力强、安全可靠、安装便利、故障率低、维护简单、大幅度节约使用成本的特点,能满足各种中小规模过程控制、顺序逻辑控制和数据采集任务需求,已逐渐广泛用于工业控制系统中,包括冶金、矿业、机械、轻工等领域,为工业自动化提供了有力的工具。
控制工程近期对用于编程过程和机械控制的逻辑设备进行了一项调查,虽然计算机和计算机技术已经为各种控制提供了无限的控制可能,但是PLC仍然是其中重要的一部分。在这次调查中,超过半数的人在未来的12个月中将扩大其PLC的投入。超过40%的人在未来的投入不少于过去的12个月。PLC的应用范围十分广泛。在这次300个人参与的调查中,大部分的PLC都用于机械控制,过程控制紧随其后,然后是运动控制、批量控制和诊断。大多数直接用于工厂级(54%),用于OEM的为25%,两者都是的为17%。
在工业生产流水线中,经常要将传动带A上的物品搬至传送带B上。如果直接人工从事这种重复性的劳动,枯燥、无味且劳动强度大,容易引起操作工人的疲劳,出现错误。而采用气动机械手按规定的动作和规律进行搬运,可以做到快速、准确、方便,大大的减轻劳动强度,提高生产的自动化程度。气动机械手这种有规律的运动,采用PLC来进行控制,可以方便的实现。
机器人作为典型的机电一体化智能设备.在制造和物流自动化系统中扮演着重要角色。但标准的工业机器人只不过是一台具有若干个自由度的智能机电设备.孤立的一台机器人在实际工况中没有任何应用价值.只有根据作业内容、工件形式、质量、外形特征和尺寸大小等因素给机器人配以相适应的辅助机械装置如手爪,它才会成为实用的生产设备.气动不仅是机器人的主要驱动方式之一.在要求机器手末端执行器动作迅速、结构简单、控制维护方便、成本较低,而且柔性转换快捷.并具有通用性的装配和搬运等“拾一放”、传送动作作业时,多采用气动,或气动与其他传动控制技术组合来进一步提高其运动精度和柔性 在作业空间范围有限.工作程序相对固定.而且动作频繁、重复性强的中小功率工况.采用气动模块化机构单元的组合来实现机器手作业,更能体现气动技术有效取代人手操作实现生产过程合理化和自动化的特征和优越性。对气动机器手的基本要求是能快速、准确地拾—放和搬运物件.这就要求它们具有高精度、快速反应、一定的承载能力、足够的工作空间和灵活的自由度及在任意位置都能自动定位等特性。设计气动机器手的原则是:充分分析作业对象(工件)的作业技术要求.拟定最合理的作业工序和工艺.并满足系统功能要求和环境条件;明确:工件的结构形状和材料特性,定位精度要求.抓取、搬运时的受力特性,尺寸和质量参数等,从而进一步确定对机器手结构及运行控制的要求;尽量选定型的标准组件,简化设计制造过程.兼顾通用性和专用性.并能实现柔性转换和编程控制。
气动手爪是目前机器手尤其是搬运、装配类机器手在抓取技术中应用最普遍的方式.它可实现双向抓取.自行对中,而且重复精度高.抓取力恒定.并可方便地配接各种夹具。气动手爪是机器手与作业对象间的直接接口,仔细分析、选择好气动手爪直接关系到机器手的工作性能。在实际运行中、手爪的夹持力应保证大于所有静态和动态力的总和。PLC的程序运行方式是循环扫描方式,而非顺序执行方式,因此任何一个机械手在其条件满足后即开始动作。各手之间是并行的。机器手是多自由度的开式串联结构.在空间和时间中的动力学参数随其位形而不断变化.系统要求的速度高 控制范围广 精度高,传统的单自由度机构的控制技术远不能满足这种控制对象 好在气动机器手多勾点到点的多段定位控制,追求目标点的定位精度和多轴同时协凋有序运动控制,但较少要求高的轨迹精度,从而简化了对控制系统的要求。
物料的搬运方式具有可抓可吸的多用途功能;气动系统电磁换向阀采用汇流板集装方式,减少了占用空间;PLC控制具有单步、自动等多种工作方式。由于气压传动具有气源使用方便、不污染环境、动作灵活迅速、工作安全可靠、操作维修简便以及适于在恶劣环境下工作等特点,因而在冲压加工、注塑及压铸等有毒或高温环境下作业,机床上、下料,仪表及轻工行业中小零件的输送和自动装配等作业,食品包装及输送,电子产品输送、自动插接,弹药生产自动化等过程中被广泛应用。所以。气压传动是一种易于推广普及的实现工业自动化的应用技术。气动系统的应用,引起了世界各国产业界的普遍重视。
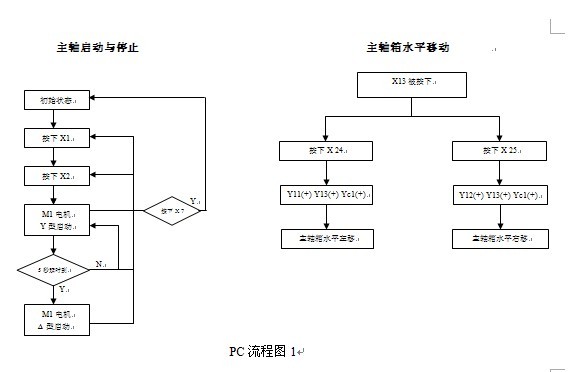
作为气动系统的控制装置目前多数采用可编程控制器(PLC)。可编程序控制器是以微处理器为基础,综合计算机技术,自动控制技术和通讯技术而发展起来的一种新型、通用的自动控制装置,在实际应用中,控制系统很容易实现。一般是由受控设备的动作顺序和工艺要求,构成工步状态表,形成梯形图,再编制PLC指令。
物料搬运系统由左右移动气缸、复位进退气缸、升降气缸、夹手或真空吸盘、物料块、传感器、圆柱导轨、支架、底座、微动开关等组成。夹手或真空吸盘可以夹住或吸住物料块,抓取物料的部分采用夹持式和吸附式两种形式,选用不同的形式,可分别完成工件的抓取和吸附,以适应不同种类的物料搬运。夹手采用电磁铁吸合与断开方式夹持物料。夹手或吸盘在升降气缸的作用下可以上下移动;夹手或真空吸盘连同升降气缸在左右移动气缸的作用下沿着圆柱导轨可以左右移动;在复位进退气缸的作用下将物料块送回原始位置,为下一个工作周期准备,以实现循环。此系统能够实现物料在一个平面内的搬运。操作面板安装在电控箱上,与实验装置主体是分离的。PLC可编程序控制器,电磁阀,真空发生器等均放置在电控箱里。
物料搬运系统具有左右移动、上下移动及对物料的夹紧和放松、推料进退功能,在PLC控制下可实现单步、自动等多种工作方式。另外,物料被夹手搬运完成以后,为满足连续动作需要,还必须将此物料运送回原点位置,以供下次搬运需要。系统可完成的各种工作方式如下。单步:可实现上升、下降、左移、右移、夹紧、放松、推料进、推料退等八种点动操作;连续:按下“启动”按钮后,夹手从原点位置开始连续不断地执行搬运物料。物料搬运系统实现的动作:下降→抓料→上升→右移→再下降→松料→再上升→左移→推料进→推料退。在这个系统中,我们只实现一个物料的循环动作,故在机械手回原点后,需将物料推回原来位置。在PLC控制下可实现单动、连续动作工作方式。系统上电后,通过旋转按扭选择是单动还是连动,如果是单动则执行单动程序,否则执行连动程序。单动工作方式:利用按钮对夹手每一动作单独进行控制。连续:按下启动按钮,夹手从原点开始,按工序自动循环工作,直到按下停止按钮,夹手在完成最后一个周期的工作后,返回原点,自动停机。
基于PLC控制的物料搬运系统能够实现物料的自动循环搬运。此系统既可以使用夹手夹持物料,又可以使用真空吸盘吸附物料,具有多种用途功能;气动系统的电磁换向阀采用汇流板集装,减少了占用空间;在PLC的控制下可以实现单动和连动两种执行方式,完成物料的搬运。
对于中小型企业, 由于资金和技术的限制,不可能一次性配备完整的控制系统,如DCS系统。而PLC是通用的控制器. 标准的积木式硬件结构,模块化的软件设计。可根据控制范围可大可小、可简可繁、采用通用的IBM工控机或兼容机、配套商业化的上位监控软件包或挂在相应的工作站上, 实现设备操作、回路控制、画面显示等功能, 灵活简便、节省投资。因此,以PLC为基础的
过程控制系统可以构成一种便于用户自行组织的完整产品。
微信

QQ1:3097331788 QQ2:2601997959 QQ3:2993773635



