




高速钢车刀的热处理
摘 要: 本文阐述了高速钢车刀的热处理的工艺,讲述了真空渗碳、退火、淬火以及回火等工序。满足了现代高速钢车刀的 性能要求,提高了高速钢车刀的切削性能和使用寿命。
关键词:高速钢车刀;真空渗碳;退火;淬火;回火
1 引言
车刀和加工工件直接接触,而且两者之间产生了剧烈的震动和摩擦。所以车刀的工作环境是相当相当恶劣的。所以我们要提高车刀的质量才能保证被加工工件的质量,还有车刀的切削能力和车刀的使用寿命。首先我们要保证车刀的形状和材料是否设计和使用恰当,接着就是是否耐热耐磨。
车刀的选材不当,加工不到位,导致在使用的时候车刀的磨损甚至损坏,严重的浪费了国家的钢铁资源,尤其在当今环保、节能的要求不断提高的时期,我们只有提高车刀的质量才能满足当今社会的需求。
车刀质量的提高,除了应用一些先进的加工设备来达到尺寸精度的要求之外,而其内在质量主要是由它的热处理工艺决定的,所以本课题研究W6Mo5Cr4V2高速钢的热处理工艺具有非常大的现实意义。由于高速钢车刀工作条件的恶劣,因而就要求高速钢车刀必须应有高硬度、高耐磨性、抗高温性和较好的尺寸稳定性。而本次研究就着重提高W6Mo5Cr4V2高速钢车刀的使用性能,以满足目前市场对W6Mo5Cr4V2高速钢车刀越来越高的要求。
在研究过程中,我参阅了大量的文献以及一些其他的论文,就W6Mo5Cr4V2高速钢车刀的热处理工艺进行分析和研究,解决了W6Mo5Cr4V2高速钢车刀的热处理过程中的常见问题以及如何提高针阀体零件使用性能的要求。
1 高速钢车刀的发展及热处理的发展
1.1 课题的背景及意义
高速钢车刀的热处理首先离不开热处理技术,热处理技术是零部件制造技术的重要组成部分,广泛应用于机械、化工、钢铁、车辆、航天和军工等各个领域。热处理技术有实用性和经济性,通过提高零部件材料的综合力学性能和特殊性能,在不明显增加成本的前提下,大幅度地提升零部件的使用性能,是提升零部件实用性和使用寿命的主要手段。
20世纪90年代初至今,中国国内工程机械企业经历了从稳步发展到快速发展的经历,国内工程机械行业的生产总值和生产能力都在飞跃发展。而跨入21世纪,由于中国国内巨大的市场的吸引,吸引了大批国外工程机械品牌进入中国市场,对国内工程机械行业造成了强烈的竞争压力。在这种背景下,通过加大投入,提升热处理技术水平,进而提升产品品质,成为国内工程机械行业提升竞争能力的主要手段之一。
因此,近20年来国内工程机械行业的热处理水平取得了很大的进步,在热处理工艺特别是热处理设备等方面都有很大地提高和发展。
其次就是高速钢材料,高速钢是一种具有高硬度、高耐磨性和高耐热性的工具钢,又称高速工具钢或锋钢。高速钢是美国的F.W.泰勒和M.怀特于1898年创制的。高速钢的工艺性能好,强度和韧性配合好,因此主要用来制造复杂的薄刃和耐冲击的金属切削刀具,也可制造高温轴承和冷挤压模具等。除用熔炼方法生产的高速钢外,20世纪60年代以后又出现了粉末冶金高速钢,它的优点是避免了熔炼法生产所造成的碳化物偏析而引起机械性能降低和热处理变形。
接下来就是车刀了,车刀是应用最广的一种单刃刀具。车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。车削工作物形状不同而有很多型式,但它各部位的名称及作用却是相同的。一支良好的车刀必须具有刚性良好的刀柄及锋利的刀锋两大部份。车刀的刀刃角度,直接影响车削效果,不同的车刀材质及工件材料、刀刃的角度亦不相同。
目 录
摘要…………………………………………………………………………— 1 —
引言………………………………………………………………………— 1 —
1 高速钢车刀的发展及热处理的发展
1.1 课题的背景及意义……………………………………………… — 2 —
1.2 高速钢的发展及应用状况…………………………………………— 3 —
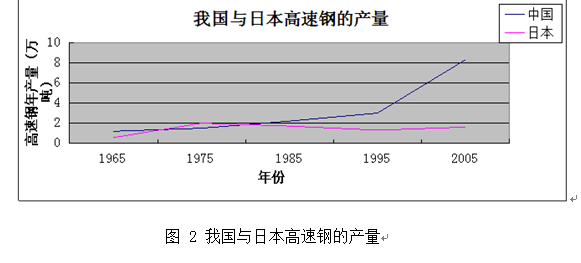
1.2.1 我国与国外高速钢的发展状况对比……………………… — 3 —
1.2.2 全球高速钢的发展状况…………………………………… — 4 —
1.2.3 质量水平与国外对比……………………………………… — 5 —
1.2.4 高性能高速钢的发展及特点……………………………… — 5 —
1.3 车刀的发展及应用状况………………………………………… — 6 —
1.4 现代热处理技术的研究及应用特点………………………………— 8 —
1.4.1热处理与表面改性技术的特点………………………………— 8 —
1.4.2 热处理技术落后已成为我国制造业发展的瓶颈……………— 9 —
1.4.3 发展数字化的热处理智能技术………………………………— 11 —
2 W6Mo5Cr4V2高速钢车刀简介
2.1 W6Mo5Cr4V2高速钢车刀零件简图及实物图……………………— 13 —
2.2 刀具材料的选择…………………………………………………— 13 —
2.3 不同材料的刀具失效形式………………………………………— 14 —
2.4 刀具磨损……………………………………………………… — 14 —
3 W6Mo5Cr4V2高速钢车刀的真空渗碳
3.1 渗碳的定义及分类…………………………………………… — 16 —
3.2 真空渗碳的特点……………………………………………… — 17 —
3.3 处理方法……………………………………………………… — 17 —
3.4 真空渗碳工艺应用注意事项………………………………… — 18 —
4 W6Mo5Cr4V2高速钢的热处理工艺
4.1 W6Mo5Cr4V2高速钢的概述…………………………………… — 19 —
4.2 W6Mo5Cr4V2高速钢成分设计及理由………………………… — 19 —
4.3 W6Mo5Cr4V2高速钢的组织…………………………………… — 20 —
4.3.1 铸态组织分析…………………………………………… — 20 —
4.3.2 高速钢的锻造…………………………………………… — 21 —
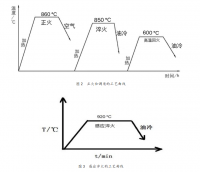
4.4 W6Mo5Cr4V2高速钢的热处理工艺 ………………………… — 21 —
4.4.1 W6Mo5Cr4V2高速钢的热处理的基本方法……………… — 21 —
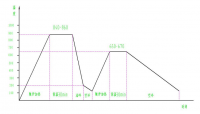
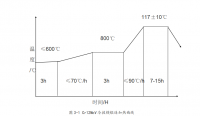
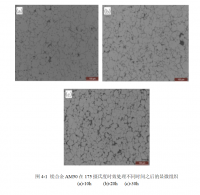
4.4.2 等温退火对W6Mo5Cr4V2高速钢碳化物堆积的影响…… — 23 —
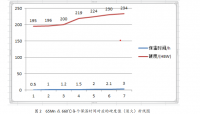
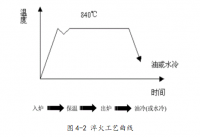
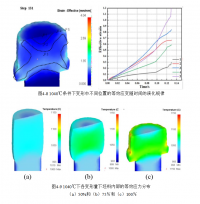
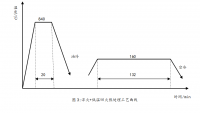
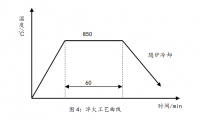
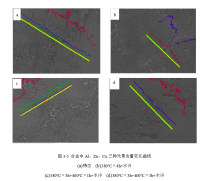
4.4.3 W6Mo5Cr4V2高速钢淬火回火过程探究性实验………… — 24 —
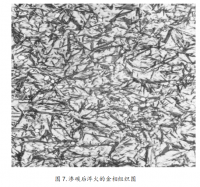
4.4.4 热处理过程中的组织变化……………………………… — 29 —
5 结论
6 小结
参考文献
[1] 鸣海雅捻,2004年日本热轧特殊钢产量统计,日本日立金属株式会社特殊钢技术部根据日本经济产业省铁钢科资料编辑,2005
[2] 邢义,宋学全,《金属加工(热加工)》,2012年03期
[3] 王健安,《金属学与热处理》,北京:机械工业出版社,1980
[4] 潘健生,李晓玲,张伟民,《中国热处理和表面工程的现状与展望》、《金属热处理》,2005
[5] 阮雪榆,委臻亮,《21世纪数字化塑性成形技术与科学》,见:柳百成等主编,《21世纪的材料成型加工技术与科学》,北京:机械工业出版社,2004.12
[6] 潘健生等,《热处理数学模型与计算机模拟中国工程科学》,2003.5
[7] 潘金生,《材料科学基础》,北京:清华大学出版社,2OO4
[8] 郑明新,《工程材料》,北京:清华大学出版社,1997
[9] 中国机械工程学会热处理分会,《热处理工程师手册》,北京机械工业出版社,1999.5
[10] 蔡美良等 ,《新编工模具钢金相热处理》,北京机械工业出版社,1998.9
www.bysj1.com www.bysj1.com/html/4571.html www.bysj1.com/html/4570.html www.bysj1.com www.bysj1.com/html/4729.html www.bysj1.com/html/4730.html




