





丰田汽车轮毂热处理工艺设计
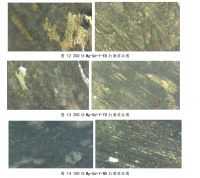
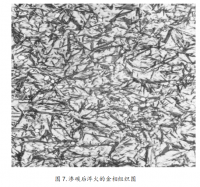
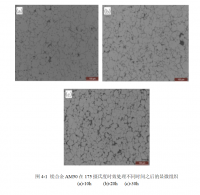
摘要:本文研究了感应加热表面淬火对于FC250轮毂组织性能的影响,采用感应加热表面淬火技术对FC250轮毂进行表面强化,通过调整加热时间及感应电流等工艺参数,对所获得试件的淬硬层进行显微硬度测试,利用金相显微镜对试件淬硬层的组织、厚度进行研究分析。结果表明经过高频感应加热淬火后FC250轮毂的表面性能明显改善,表面为淬火马氏体,而心部仍为退火组织,使得试件既耐磨又有很强的韧性,所得的工艺参数将被作为生产实践的参考依据。
关键词:FC250轮毂 高频感应淬火 硬度
一、 感应加热淬火的相关知识
1950年前后,感应热处理技术开始在中国应用。它是利用感应电流使工件局部加热的表面热处理工艺,具备加热速度快、局部淬火、节能、实现在线生产、自动化等特点,随着工业的发展,感应加热热处理技术不断改进,应用范围也不断扩大。感应淬火的主要目的是,提高工件表面硬度与耐磨性,使之具有较高的强度、疲劳极限等。此章旨在介绍感应加热表面淬火技术的基本原理和其优缺点、应用方向与研究现状及其发展趋势。
1.1 感应加热表面淬火介绍
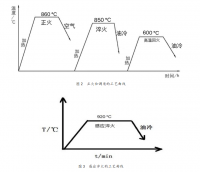
感应加热的基本原理:工件放到有空心铜管绕成的感应器(线圈)内,当线圈通入交变电流后,立即产生交变磁场,那么在工件中就会产生频率相同,方向相反的感应电流。感应电流在工件内形成回路,称“涡流”,且电流密度在工件便面的分布是不均匀的,表面密度大,中心密度小,这种现象称为集肤效应。在工件基本电阻的作用下,工件表面被迅速加热到淬火温度而心部仍接近室温,在立即喷冷却剂冷却后,就达到表面淬火的目的。电流频率越高,工件表层与内部的电流密度差越大,加热深度就越浅。
根据不同的电流频率,可将感应加热表面淬火分为5类:
1、 超高频感应加热
频率高达27MHZ,淬硬层深度约为0.15mm, 可用于圆盘锯等形状复杂工件的薄层表面淬火。
2、 高频感应加热
频率为200-300KHZ,淬硬层深度为0.5-2mm,主要用于淬硬层较薄的中小型零件的加热,如小模数齿轮,中小型轴的表面淬火。
3、 超音频感应加热
频率为20-30KHZ,用于小模数齿轮加热,加热层大致沿齿廓分布,粹火后使用性能较好。
4、中频感应加热
频率为500-10000HZ,淬硬层深度为2-8mm,主要用于处理淬硬层要求较深的零件。如:直径较大的轴类和模数较大的齿轮等。
5、工频感应加热
频率50HZ,淬硬层深度可达10-15mm,用于淬硬层较深的大直径零件,如轧辊、火车车轮。
目录
一、 感应加热淬火的相关知识
1.1感应加热表面淬火介绍...................................................................1
1.2感应加热表面淬火的优缺点...........................................................2
1.3感应加热表面淬火的应用...............................................................3
1.4感应加热表面淬火的发展方向.......................................................3
1.4.1 感应加热表面淬火的发展.....................................................3
1.4.2 新型感应加热表面淬火技术.................................................4
1.5感应加热表面淬火质量问题及其产生原因...................................6
二、 2278品轮毂感应淬火的应用分析
2.1 2278品轮毂介绍...........................................................................7
2.2实验材料与设备的选取...................................................................9
2.2.1实验材料的选取....................................................................9
2.2.2 实验设备的选取...................................................................9
2.3实验参数与方案的确定...................................................................17
2.3.1 高频感应加热淬火处理参数与方案的确定.......................18
2.4 实验操作过程..................................................................................18
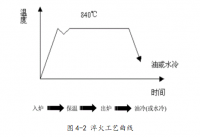
2.4.1 试件的高频感应加热淬火处理...........................................18
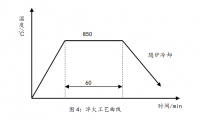
2.4.2 试件的回火处理...................................................................18
三、 实验结果分析
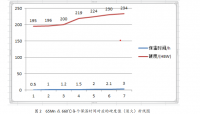
3.1 试件经高频感应加热淬火后硬度的比较分析............................19
3.1.1相同感应电流下淬火硬度的比较分析................................19
3.1.2 相同加热时间下淬火硬度的比较分析..............................22
3.1.3 试件回火后和回火前硬度的比较分析..............................23
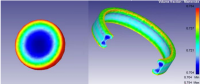
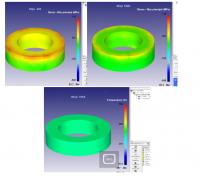
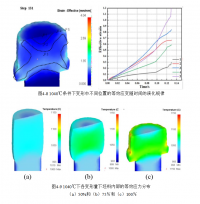
3.2试件感应加热后表面特征...........................................................23
结论............................................................................................................25
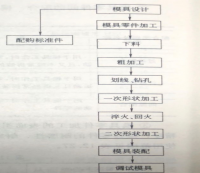
工艺指导书................................................................................................26
参考文献....................................................................................................28
致谢...........................................................................................................28
参考文献
[1]徐年宝 , 热处理及工程材料 2007.12
[2]沈庆通,梁文林.现代感应热处理技术.北京:机械工业出版社,2008:1-114.
[3]姜江,彭其风.表面淬火技术.北京:化学工业出版社,2005:4-101.
[4]杨连弟,崔凯,姜波.感应加热淬火技术的发展.汽车工艺与材料,2003:
[5]刘又红,林智信.感应热处理设备的发展.热处理,2006:
[6]朱祖昌,宋炎炎.感应热处理工艺的最新进展.机械工人,2004:
[7]王树青 ,周振国 ,詹新伟 感应淬火技术研究 (铁道部科学研究院金属及化学研究所 ,北京 100081)
[8]沈庆通 , 感应热处理技术发展六十年 热处理/锻压/铸造 2010年 第7期
[9] (苏联)AA杰米切夫, 高频热处理丛书(第3册)高频淬火, 上海科学技术出版社
www.bysj1.com www.bysj1.com/html/4571.html www.bysj1.com/html/4570.html www.bysj1.com www.bysj1.com/html/4729.html www.bysj1.com/html/4730.html




