





















基于PLC的平面磨床电气控制系统硬件设计
摘要
由于工厂企业中很多磨床年代久远,其工作已远远达不到现代生产的要求。因此有必要对旧式的常规电动机控制系统进行技术改造,以可编程序控制器取代常规的继电器,以达到磨床的自动化控制。本文介绍了用可编程序控制器来对平面磨床控制系统进行现代化改造,简要叙述了老式成型平面磨床的工作原理及用PLC进行改造设计的方法和设计步骤,并给出PLC编程程序梯形图。改造后的磨床工作安全可靠,系统运行情况良好,磨削精度更高;利用PLC控制磨床运行,实现了磨床启动、停止、故障停止、紧急停止的功能,可根据运行要求灵活切换磨床的控制方式;提供过载,轻载,断相和电压不平衡保护;现场显示运行状态,实现智能化监控。并因所吸工件的不同灵活调节电磁吸盘的电流,并且显示数值大小。从而实现了磨床运行的自动化。PLC控制的特点使原机床控制大大的简单化,并且维修方便,易于检查。节省大量的继电器元件,使机床的工作效率更高。该项技术还可推广应用于其他辅机设备或其他领域的自动化控制改造中。
关键词 可编程序控制器;平面磨床;硬件控制
1 绪论
课题背景:
现代工业生产中,中、小批量零件的生产占产品数量的比例越来越高,零件的复杂性和精度要求迅速提高,传统的普通磨床已经越来越难以适应现代化生产的要求,制造业的竞争已从早期降低劳动力成本、产品成本,提高企业整体效率和质量的竞争,发展到全面满足顾客要求、积极开发新产品的竞争,将面临知识——技术——产品的更新周期越来越短,产品批量越来越小,而对质量、性能的要求更高,同时社会对环境保护、绿色制造的意识不断加强。因此敏捷先进的制造技术将成为企业赢得竞争和生存、发展的主要手段。计算机信息技术和制造自动化技术的结合越来越紧密,作为自动化柔性生产重要基础的数控机床在生产机床中所占比例将越来越多。但新机床购置费用高,且生产准备周期长。因此对原有机床的现代化改造显得尤为重要。
PLC改造老机床的优点:
⑴节省资金,减少投资额,交货期短 机床的PLC改造可大大减少资金的投入,同购置新机床相比,一般可节省60 % ~80 % 的费用,改造费用低。特别是大型、特殊设备尤为明显。一般大型机床改造,只需花新机床购置费的1/3。即使将原机床的结构进行彻底改造升级,也只需花费购买新机床60 % 的价格。可以充分利用现有地基,不必像购入新设备那样重筑地基。
⑵性能稳定可靠 因原机床各基础件经过长期失效,几乎不会产生应力变形而影响精度,且各部件已经长期磨损,使改造后的机床性能稳定可靠,质量好,可作为新设备继续长期使用。
⑶可充分体现企业自身的意愿 企业与改造人员可依照实际需要和机床长期使用的情况,在改造中提出对机床性能、操作与维修等方面的改进意见,有权选择机械零部件、数控系统、电器设备等的规格、型号、性能等。可根据技术革新的发展速度,及时地提高生产设备的自动化水平和效率,提高设备质量和档次,将机床改造成具有当今水平的设备。
⑷更有利于使用和维护 由于改造前机床已使用多年,操作者对机床的特性早已了解,在操作使用和维修方面培训时间短、见效快。改造的机床一经安装好,就可实现全负荷运转。
⑸可以采用最新的控制技术,提高生产效率。可根据技术革新的发展速度,及时地提高生产设备的自动化水平和效率,提高设备质量和档次,将旧机床改成当今水平的机床。机床经改造后,即可实现加工的自动化,效率可比传统机床提高3~7倍。对复杂零件而言,难度越高,功效提高得越多。且可以不用或少用工装,不仅节约了费用,而且可以缩短生产准备周期。提高产品质量,零件的加工精度高,尺寸分散度小,使装配方便灵活。因此,继电器本身固有的缺陷,给磨床的安全和经济运行带来了不利影响,用PLC对磨床的继电器式控制系统进行改造已是大势所趋。所以我们就以平面磨床改造来介绍一下。
2 磨床的概述
2.1 磨床的介绍
磨床是利用磨具对工件表面进行磨削加工的机床。大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
磨床能加工硬度较高的材料,如淬硬钢、硬质合金等;也能加工脆性材料,如玻璃、花岗石。磨床能作高精度和表面粗糙度很小的磨削,也能进行高效率的磨削,如强力磨削等。
随着高精度、高硬度机械零件数量的增加,以及精密铸造和精密锻造工艺的发展,磨床的性能、品种和产量都在不断的提高和增长。
磨床是各类金属切削机床中品种最多的一类,主要类型有外圆磨床、内圆磨床、平面磨床、无心磨床、工具磨床等。
2.2 世界平面磨床发展趋势
当今平磨的发展趋势是转向成形、台阶、切入、快速抖动、三维空间曲线表面磨削加工。可以说,平磨是磨床类机床中演变潜力最大的一种机型。我国平磨制造厂应跳出传统的平面磨削的思维,转到曲线或轮廓等非平面磨削加工的思路上进一步发展,以形成我们自己特色的技术和产品.据不完全统计,不久前在美国芝加哥举行的国际制造技术展览会(IMTS)上有20多家平磨专业生产厂的60多台平面磨床以平磨实物形式参展,包括了欧、美、日及我国的主要平磨制造厂。有关专家分析了此次参展的平面磨床的主要特点并预测今后平面磨床的发展趋势。
1.现代平面磨床的主要特点
(1)从规格上看,以小型平磨为主。台面宽200mm以下的几乎占50%,小规格机床的运输及布展比较方便;国外平磨不分普通、精密、高精度的精度等级,相对小规格机床,精度容易做得很高;在国际市场上,中、小规格平磨的潜在需求很大。
(2)从控制上看,70%以上的为数控型,有单轴、双轴及三轴数控,最多达五轴控制,尤其是400以上的大规格机型,全为数控型。由于技术水平的发展导致功能变化,平磨已从传统的平面磨向成形磨转变,常规控制已难以实现功能的要求。数控平磨已形成一个市场潮流。
(3)从功能上看,50%以上的平磨不仅仅用于水平平面加工,而且转向成形、台阶、切入、快速抖动、三维空间曲线等表面磨削加工,如ELB、BLM公司以平磨为基础变化而成的五轴联动磨削中心,可实现非平面型复杂曲面的磨削;Unison、Trutech公司的柔性磨削系统,可实现成形、无心、外圆、工具、轮廓等磨削工艺;还有裕福、Parker公司等的快速抖动磨等,反映出平磨是磨床类机床中演变潜力最大的一种机型。
2.发展呈现四大变化
(1)高速、复合、高精度、高刚性仍是金切机床的发展主调,但又有新的变化。复合,已从原来的为复合而复合转为从实用高效考虑为主,如车、铣复合,车、铣、钻的复合,铣床和电火花的复合;从功能上看,复合型机床的针对性很强,针对某类零件考虑;从精度上看,定位精度<2μm,重复定位精度≤±1μm的机床已比比皆是;从主轴转速来看,8.2kW主轴达60000r/min,13kW达42000r/min,高速已不是小功率主轴的专有特征;从刚性上看,已出现可加工60HRC硬度材料的加工中心。
(2)模块化的设计在机床制造中已应用得炉火纯青。横向系列、纵向系列、全系列、跨系列的模块化设计,无论是大隈、牧野等为代表的日本机床,还是Haas、Cincinnati等为代表的美国机床,外形上看好象完全一样,但功能则完全不同,所构成的模块很多则是通用的。
(3)全自动的概念已发生变化。传统的全自动机床是用一只气动或液动的机械手实现工件的自动上、下料,而现在采用真正意义的多关节串联式机器人,来实现工件的上、下料,包括完工零件的堆放。
(4)环保要求越来越高。在展出的展品中,绝大部分的机床产品都采用全封闭的罩壳,绝对没有切屑或切削液外溅的现象。
3.根本在于设计创新
(1)平磨是磨床类机床中发展潜力最大的机床。
在完成传统的平面磨削功能外,以平磨的床身、拖板、台面、磨头等大件为基础,可以演变成外圆、曲线、工具、无心等磨床,如k.o.lee公司的C1020N2外圆磨床和B6062PC2工具磨的基础就是平磨。我国应在完成平磨规格系列的完善后,跳出传统的平面磨削的思维转到曲线或轮廓等非平面磨削加工的思路上去进一步发展,形成具有我们自己特色的技术和产品。
(2)模块化设计将是贯穿产品设计全过程的一条主线,无论是机床技术发展的潮流还是市场竞争的要求。
目 录
1 绪论 1
2 磨床的概述 3
2.1 磨床的介绍 3
2.2 世界平面磨床发展趋势 3
3 可编程控制器的概况 5
3.1 PLC的产生和特点及其发展动向 5
3.1.1 PLC的产生 5
3.1.2 PLC的定义 5
3.1.3 PLC的特点 6
3.1.4 PLC的发展趋势 7
3.2 PLC的系统结构和基本工作原理 8
3.2.1 PLC的系统结构 8
3.2.2 PLC的系统结构和基本工作原理 9
3.2.3 PLC的主要功能 10
3.2.4 PLC的应用设计步骤 11
3.3 PLC的选型原则 12
4 系统的总体设计 15
4.1 改造平面磨床的步骤 15
4.1.1 改造方案的确定 15
4.1.2 改造的技术准备 15
4.1.3 改造的实施 16
4.1.4 验收及后期工作 17
4.1.5 用PLC改造继电-接触式控制系统的步骤 18
4.2 控制线路控制改造要求 18
4.3 原设备电器的工作原理 19
4.3.1 平面磨床主要结构和运动形式 19
4.3.2 电气控制线路分析 20
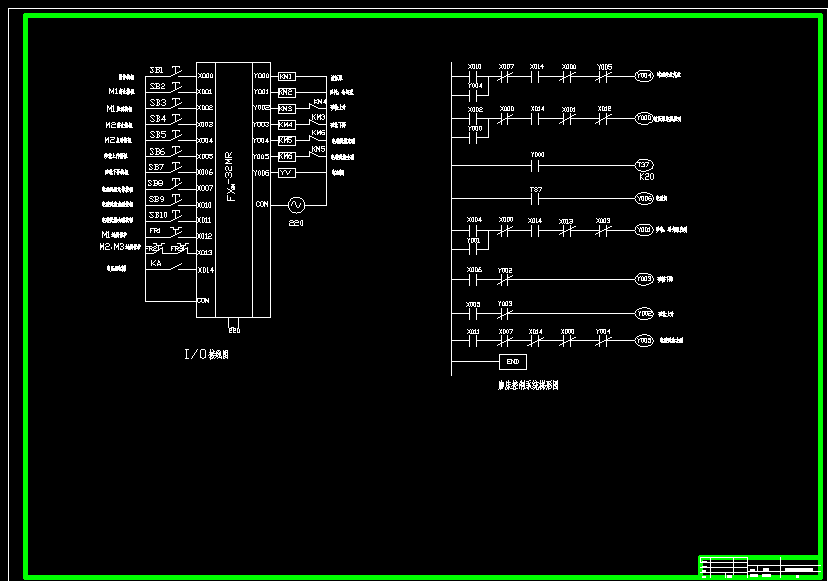
4.4 分析控制对象,进行系统的硬件设计 23
4.5 系统的软件设计 24
5 性能测试与分析 27
结论 28
致谢 29
参考文献 30
附录 31
中文翻译: 31
外文翻译: 38
参考文献
[1]常斗南.《可编程序控制器》[M]北京:机械工业出版社,2005.2
[2]侯玉秀.用PLC改造M8820轴承磨床的电气控制系统[J].长春理工大学学报,2004
[3]林春方.可编程控制器及其应用[M].上海:上海交通大学出版社,2003..
[4]廖常初.可编程控制器应用技术(第4版)[M].重庆:重庆大学出版社,2002.
[5]欧阳三泰、欧阳希、周琴.《论可编程序控制器技术》机床电器[J] 2005.1
[6]曹辉.《可编程序控制器系统原理及应用》[M]电子工业出版社,2003
[7]路林吉.江龙康等.《可编程序控制器原理及应用》[M]清华大学出版社,2002
[8]齐占庆.《机床电气自动控制》[M]机械工业出版社,1987
[9]陈远龄、黎亚元.《机床电气自动控制》[M]重庆大学出版社,1994
[10]齐从谦、王士兰.《PLC技术及运用》[M]机械工业出版社,2000
[11]于雷声、方宗达.《电气控制与PLC运用》[M]机械工业出版社,1996
[12]夏国伟.《机床电气与维修》[M]陕西科学技术出版社,1980
[13]马敏涛等.《PLC与上位计算机的自由通信》[M]电气时代,2002
[14]Mark Rosewell 《Programming Logic Control》[M] Cambrige Press,2002
[15]史国生.《电器控制与可编程控制器技术》[M]化学工业出版社,2004
[16]Hindhede,Zimmerman,Hopkins,et a1.Machine design Fundamentals-A pratical Approach,John Wiley&Sons,1983
http://www.bysj1.com/html/4927.html http://www.bysj1.com




