





















基于西门子PLC的电镀生产线控制系统设计
摘 要
本文探讨了如何利用德国西门子PLC S7-200进行自动化电镀生产线控制,在本次设计中,我们从自动控制技术器件在国内的应用前景及电镀生产线生产现场的环境来考虑,以使该生产线真正具备自动生产运行为目的,制定了采用在当前及以后都应用广泛且能适应多种环境的可编程控制器来控制整个整个工作流程的方案。重点分析了系统软硬件设计部分,并给出了系统硬件接线图、PLC控制I/O端口分配表以及整体程序流程图等,实现了电镀生产自动化,提高了生产效率,降低了劳动强度。为适应现代传统的工业控制系统,我们还采用了基于组态王软件的系统作为上位机,配合下位机PLC完成了该系统的实时监控系统功能,更好的使该自动生产系统融入到现代工业控制领域中。
关键词:PLC,电镀,组态王
前 言
电镀生产线按照其工艺要求和规模一般设计有两台行车、三台行车和四台行车工作,每台行车都根据已编制好的各自的程序运行;对于行车的自动控制,早期是采用继电器逻辑电路和顺序控制器,发展至今其控制方式已采用可编程控制器PLC作为核心控制部件,其控制更为安全、可靠、方便、灵活,自动化程度更高。
一件电镀产品的质量除了要有好的成熟的电镀工艺和品质好的镀液添加剂外,如何保证电镀产品严格按照电镀工艺流程运行和保证产品的电镀时间则是决定电镀产品质量和品质的重要因素。在电镀生产线上采用自动化控制不但可以使电镀产品的质量和品质得到严格的保证,有效的减少废品率,而且还可以提高生产效率和减轻工人的劳动强度,有着非常好的经济效益和社会效益,电镀生产线上对行车的自动控制则是电镀生产线自动化控制的关键[12]。
用PLC辅以变频器对电镀自动生产线行车进行自动控制,具有结构简单、编程方便、操作灵活、使用安全、工作稳定、性能可靠和抗干扰能力强的特点,是一种很有效的自动控制方式,是电镀生产实现高效、低成本、高质量自动化生产的发展的主流方向。
为此,我选定了该题目,简单的实现了电镀生产线的自动工作流程,并进行了简单的软件设计,从画面上达到了该系统的监控目的。
第1章 绪论
1.1 PLC的发展和历史趋势
二十世纪六十年代美国推出可编程逻辑控制器(Programmable Logic Controller,PLC)取代传统继电器控制装置以来,PLC得到了快速发展,在世界各地得到了广泛应用。同时,PLC的功能也不断完善。随着计算机技术、信号处理技术、控制技术网络技术的不断发展和用户需求的不断提高,PLC在开关量处理的基础上增加了模拟量处理和运动控制等功能。今天的PLC不再局限于逻辑控制,在运动控制、过程控制等领域也发挥着十分重要的作用。
作为离散控的制的首选产品,PLC在二十世纪八十年代至九十年代得到了迅速发展,世界范围内的PLC年增长率保持为20%~30%。随着工厂自动化程度的不断提高和PLC市场容量基数的不断扩大,近年来PLC在工业发达国家的增长速度放缓。但是,在中国等发展中国家PLC的增长十分迅速。综合相关资料,2004年全球PLC的销售收入为100亿美元左右,在自动化领域占据着十分重要的位置。
PLC是由摸仿原继电器控制原理发展起来的,二十世纪七十年代的PLC只有开关量逻辑控制,首先应用的是汽车制造行业。它以存储执行逻辑运算、顺序控制、定时、计数和运算等操作的指令;并通过数字输入和输出操作,来控制各类机械或生产过程。用户编制的控制程序表达了生产过程的工艺要求,并事先存入PLC的用户程序存储器中。运行时按存储程序的内容逐条执行,以完成工艺流程要求的操作。PLC的CPU内有指示程序步存储地址的程序计数器,在程序运行过程中,每执行一步该计数器自动加1,程序从起始步(步序号为零)起依次执行到最终步(通常为END指令),然后再返回起始步循环运算。PLC每完成一次循环操作所需的时间称为一个扫描周期。不同型号的PLC,循环扫描周期在1微秒到几十微秒之间。PLC用梯形图编程,在解算逻辑方面,表现出快速的优点,在微秒量级,解算1K逻辑程序不到1毫秒。它把所有的输入都当成开关量来处理,16位(也有32位的)为一个模拟量。大型PLC使用另外一个CPU来完成模拟量的运算。把计算结果送给PLC的控制器。
相同I/O点数的系统,用PLC比用DCS,其成本要低一些(大约能省40%左右)。PLC没有专用操作站,它用的软件和硬件都是通用的,所以维护成本比DCS要低很多。一个PLC的控制器,可以接收几千个I/O点(最多可达8000多个I/O)。如果被控对象主要是设备连锁、回路很少,采用PLC较为合适。PLC由于采用通用软件,在设计企业的管理信息系统方面,要容易一些。
近10年来,随着PLC价格的不断降低和用户需求的不断扩大,越来越多的中小设备开始采用PLC进行控制,PLC在我国的应用增长十分迅速。随着中国经济的高速发展和基础自动化水平的不断提高,今后一段时期内PLC在我国仍将保持高速增长势头[1]。
目 录
前 言 1
第1章 绪论 2
1.1 PLC的发展和历史趋势 2
1.2 PLC的分类 3
1.2.1 按I/O点数分类 3
1.2.2 按功能分类 3
1.3 PLC系统组成及各部分的功能 4
1.4 PLC的基本工作原理 5
1.5电镀生产线的控制系统概述与选题背景意义 5
1.5.1 生产线的控制系统的概述 5
1.5.2 课题的选题背景及意义 6
1.6 控制对象的设计要求详述 7
第2章 系统的硬件设计 8
2.1 PLC机型选择 8
2.2 I/O分配表及其端子接线图 8
2.3主电路的设计 11
2.4电镀生产线的工作流程图 12
第3章 系统的软件设计 13
3.1 软件的组成及作用 13
3.1.1 PLC内部资源 13
3.1.2 PLC编程语言 14
3.1.3 组态软件 15
3.2 PLC梯形图设计 17
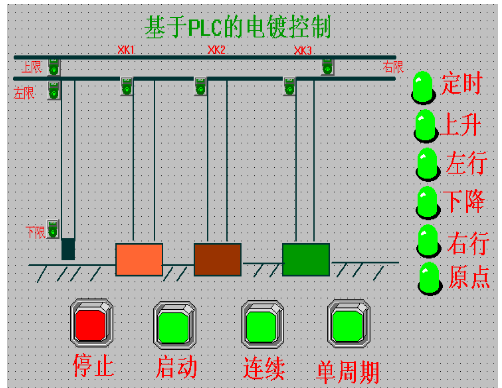
3.3 组态王软件设计 19
第4章 软硬件调试实现 28
结 论 31
谢 辞 32
参考文献 33
附 录 34
外文资料翻译 38
参考文献
[1]张万忠.可编程控制器应用技术.北京:化学工业出版社,2001.12
[2]周美兰等. PLC电气控制与组态设计.北京:科学出版社,2000
[3]李道林主编.电气控制与PLC原理及应用.北京:电子出版社,2006
[4]李长久.PLC原理及应用.北京:机械工业出版社,2006.8
[5]汪志锋.可编程控制器原理和应用.西安:西安电子科技大学出版社,2004
[6]汪晓平.PLC可编程控制器系统开发实例导航.北京:人民邮电出版社,2004
[7]海维.SIMATIC可编程控制器及应用[M].机械工业出版社,2005.1
[8]常初.可编程控制应用技术[M].重庆大学出版社,2002.3
[9]立明.电镀工艺与设备化学[M].北京工业出版社,2005.6
[10]孙平.可编程控制器原理及应用[M].高等教育出版社,2004.8
[11]廖常初主编.PLC编程及饮用.北京:机械工业出版社,2005
[12]西门子公司.S7-200可编程控制器系统手册,2002
[13]常晓玲.电气控制系统与可编程控制器.北京:机械工业出版社,2007
[14]黄北刚.工厂电气控制电路实例详解.北京:化学工业出版社,2007.3
[15]田瑞庭.可编程控制器应用技术.北京:机械工业出版社,1994
http://www.bysj1.com/html/4951.html http://www.bysj1.com/html/5263.html




