





















西门子PLC与数控机床的Profibus DP通信
摘要:随着工厂智能化和网络化的不断发展,现场总线技术得到了广泛应用。其中Profibus-DP是目前工控系统中比较成熟的现场总线之一,可用于生产自动化,满足分布式I/O与现场设备之间所需要的高速数据通讯,以满足系统快速响应的需求。文中阐述一种配置FANUC 0i TD双插槽、Profibus-DP从站板的数控机床与SIMATIC S7 300 PLC (CPU 313C-2DP)构建Profibus-DP网络,实现了SIMATIC PLC对数控机床使能控制及运行状态的监控。实践表明:基于PROFIBUS-DP的现场总线技术是实现工厂自动化的关键,通过组态、编程,主站PLC可以方便地获取底层设备的状态参数及运行数据。
关键词:Profibus-DP;数控机床;可编程控制器
Communication between Simatic PLC and CNCmachine tools based on Profibus DP
ABSTRACT:With the continuous development of factory intelligenceand network, field bus technology has been widely applied.Profibus-DP isone relatively mature field bus in the industrial control systemand it is mainly used for production automation to meet the requirements of the factory automation in the distributed I/O and high speed data communication between field devices, and it can also meet the requirements of rapid response system. In this paper the construction of Profibus-DPnetworkis discussed. The networkis composedof FANUC 0i cnc configured with Profibus-DPslave station boardandSIMATIC S7 300 PLC.The practice shows that Profibus-DPfield bus technology is the key to realizethe automation of factoryand PLC station can easily access to the parameters and statusofcnc machine toolsthrough configurationand programming.
Key words: Profibus-DP; CNC machine tools; PLC
目录
第一章 绪论
1.1 智能工厂项目建设
1.2 机床数控系统的发展
1.3 西门子PLC的通信技术
1.3.1 基于PROFIBUS-DP的通信技术
1.3.2 与上位机基于OPC技术的通信
1.4 PROFIBUS-DP应用现状
第二章 系统总体设计
第三章 FANUC数控系统PMC编程与PROFIBUS-DP从站配置
3.1 FANUC编程软件
3.2 PMC程序的格式转换
3.3 机床PMC程序设计与通信设置
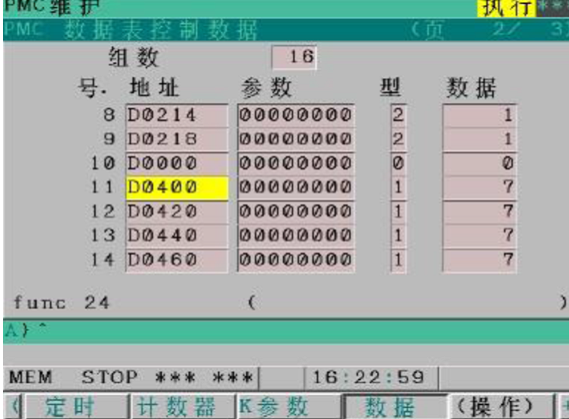
3.3.1 PMC数据设置
3.3.2 PROFIBUS-DP从站参数设定
3.4 回顾与总结
第四章 SIMATIC S7 300硬件组态与编程
4.1 ANUC GSD文件
4.2 S7 300硬件组态
4.3 回顾与总结
第五章 系统调试
致 谢
参考文献
错误分析
在系统调试过程中曾遇到的问题,如下:
1)在完成S7 300PLC与计算机及3号从站设备(数控车床)的连接之进行下载时,PLC上出现报警,系统错误,如图5-8所示。检查PLC与3号从站的通讯设置均无错误。错误在于S7 300的硬件组态与编程之中。
错误原因分析:由于在系统调试过程中只连接了一个从站,而PLC的硬件组态及软件编程是本项目完整的组态和编程。在进行下载时,站号不一致,所以出现系统报警。
图5-8 系统错误
2)在进行远程使能控制和远程监控过程中,使线圈Q0.0得电即远程使能信号R40.0闭合,实现远程控制,但远程监控中的远程使能状态R50.0并未得电。
错误原因分析:在本系统中包含两种使能状态即远程使能和本机使能。在系统处于本机使能状态时,远程使能被断开无法执行,只有在本机使能断开时,才能进行远程使能。
http://www.bysj1.com/ http://www.bysj1.com/html/4215.html http://www.bysj1.com/html/5015.html



