





















多级物料传输带控制系统设计与制作
摘要:本次课题主要讲述其应用于控制系统中的多级传输带装置,同时系统描述了与控制方案相关的项目和方法的具体实现。
传送带具有连续和周期性运动,因此经常用于传送各种物体,还可以运输各种纸箱、包装、箱包等重量的单件小件商品,有广泛的用途。现有的控制传输技术都是采用继电器控制电路加以控制,然而采用继电器控制方式故障频繁、不便调节其运动参数、同时还不具备监控功能,对于操作管理以及生产带来很多不方便的地方,所以为了克服因此控制方式所带来的困难,将对原有的系统技术进行改动,为了满足可编程控制器的控制,将对多级传输带加以改动,可以实现高度自动化控制,以及在PLC控制下具有高稳定性和可靠性等优点。
关键词:可编程逻辑控制器;传输带;
Design and production of multi-level material conveyor
belt control system
Abstract: This topic mainly describes the multi-level conveyor belt device used in the control system, and the system describes the specific implementation of the project and method related to the control scheme.
The conveyor belt has continuous and periodic motion, so it is often used to transport a variety of objects, and can also transport a variety of small boxes of goods such as cartons, packaging, bags, etc., for a wide range of uses. Existing control transmission technologies are controlled by relays, However, this control method has frequent failures, inconvenient adjustment of motion parameters, and no monitoring function It is inconvenient for operation management and production, so in order to overcome the difficulties caused by the control method, the original system technology will be changed. By changing the multi-level material conveyor belt, PLC will be used as the control center, which can realize highly automated control and high stability and reliability under PLC control.
Key words: Converyor;Programmable controller;
目 录
第一章 绪论 ………………………………………………………………………1
1.1课题来源及研究意义………………………………………………………1
1.2设计思路 …………………………………………………………………1
1.3课题操作要求及实现方法…………………………………………………1
第二章 控制系统硬件选择…………………………………………………………3
2.1 PLC介绍与选型 …………………………………………………………3
2.1.1 FX2N-48MR型号的含义 …………………………………………4
2.1.2 FX2N-48MR工作特点 ……………………………………………4
2.1.3 FX2N-48MR应用领域 ……………………………………………4
2.2变频器的介绍与选型 ……………………………………………………5
2.2.1 变频器的选型 ……………………………………………………5
2.2.2 变频器的组成 ……………………………………………………6
2.3电机的选型 ………………………………………………………………7
2.4接触器与空气开关的选择………………………………………………8
第三章 控制系统硬件设计………………………………………………………10
3.1硬件布局图………………………………………………………………10
3.2电气原理图………………………………………………………………11
3.3元器件选型明细表 ………………………………………………………13
3.4.1 I/O分配表设计原则 ………………………………………………13
3.4.2 I/O分配表的制定 …………………………………………………14
第四章 控制系统软件设计 ………………………………………………………15
4.1控制系统流程图 ………………………………………………………15
4.2触摸屏设计 ……………………………………………………………16
4.3变频器参数设置表 ……………………………………………………18
4.4软件设计方法 …………………………………………………………19
4.4.1 程序设计要求 ……………………………………………………19
4.4.2 程序设计常用方法 ………………………………………………19
第五章 毕业设计总结 … … ……………………………………………………25
参考文献 ……………………………………………………………………26
一、绪论
1.1 选题背景
近年来,PLC在我国获得了极其重要及广泛的运用,它被大量的运用在过程工业自动控制,可编程控制器以及其他计算机控制装置。如集散控制系统、现场总线控制系统、计算机基础过程系统、信息与管理系统等。[1]
本次设计选择了三菱公司的可编程控制器作为样机,三菱PLC在实用性上很突出,并且其程序简单,便于新手入门操作。“梯形图”是三菱PLC的编程语言,其在结构上更加类似于继电器控制电路。只要操作者拥有基础继电器控制线路图等方面知识,即可快速效率的掌握编程并操作。
出于对电机给予传输带动力的考虑,为了避免电机启动传输带过程中发生“卡死”现象,所以应该首要考虑到电机的正反转性。其次要实现要求的不同的功能需要在原有PLC基础上扩展部分功能,从而使得整个系统变得完美。在此除了涉及到可编程控制器等专业知识,另外还涉及到电子电工相关等知识,几者相结合,共同完成课题。
1.2 设计思路
根据控制要求,以及收集大量的相关文献。因此我对本课题的设计思路主要集中以下几点:
1.由于课题未给相关参数,所以需要自己拟定供给三条传输带所需要的额定功率以及额定电流大小。
2. 根据拟定参数,对所需要的硬件进行选型,其次便是对控制系统的设计与制作。三级传输带的动力是由电动机供给的,其后由变频器控制输送带的频率,PLC则是实现整个系统运行的关键,再加入辅助触摸屏连接进行远程控制及监控。
以上几点是我对整个设计的大致设计思路。
1.3课题要求及实现方法
控制要求:设计实现一个三级带式输送设备电气控制系统,根据系统配置,完成电气工程图纸绘制,设备互联网接线图绘制;根据电气工程图纸,规范,标准化实现控制模块;实现多段速控制模式的程序编制及调试;实现控制系统联调;完成毕业设计论文并完成答辩。
具体实现方法:本次设计因未规定各项参数,所以拟定三级传输带功率为1.5KW额定电流为6A。
本设计主要通过PLC与变频器来完成,通过上述拟定参数对所用到的硬件进行选型。随后通过对PLC编程的设计,以及对变频器内部参数设置,最后以触摸屏对整个系统进行控制。本次课题经过查阅文献、现场技术总结以及对操作难易程度主要将控制系统分为自动控制以及手动控制。
自动控制部分主要通过触摸屏来进行控制,在触摸屏设计自动控制页面,页面上主要有低速启动运行、中速启动运行、高速启动运行三个按钮以及停止按钮。当操作者按下低速启动按钮三条传输带根据变频器上设计好的低速运行(25Hz)速度运行,按下中速启动按钮,配合PLC梯形图设计的计时器,开始计时10s后三条传输带按照变频器设定中速(30Hz)运行,在触摸屏上按下高速运行按钮,通过计时器开始计时10s,电动机输出变频器设定好的高速(40Hz)运行。当完成低、中、高三种运行状态后,可通过触摸屏上的停止按钮,停止三条输送的运行状态。
手动控制部分为了考虑控制系统之后的维修方便,以及对现场进行考虑,为了以防被传送的物体在传送带停止过后依然停留在传输带上(俗称“卡死”)现象的发生,这里将手动状态分为:点动正转控制以及点动反转控制俩种方式。
点动控制正反转电路:在触摸屏上面设计了手动点动正转以及手动点动反转控制页面,因为在正常操作过程中,点动就是操作者按下之后,系统工作。但是松开手指系统会因为得不到输入信号而使得系统断电。为了防止这种现象的发生,所以在梯形图当中使用了辅助触点来实现“自锁”,而这个辅助触点也在触摸屏上面体现出来,所以操作者在触摸屏上按下一级点动正转(反转)触点时,需要紧随其后按下一级正转(反转)自锁按钮,这样操作者松开手指系统仍然可以运行,根据以上操作,二级正转反转、三级正转反转操作都可以在触摸屏上进行控制。触摸屏上除了设计了自动控制页面、手动正转、手动反转之外还设计了监控页面。
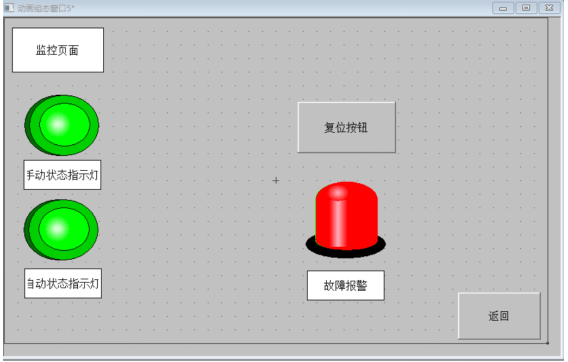
监控页面:监控页面分别设计了三个指示灯以及一个按钮。分别是:正转运行状态信号灯、反转运行状态指示灯、报警指示灯以及一个复位开关。当系统发生故障时相对应的报警指示灯会提示故障,这时只需要按下复位按钮进行复位即可。
参考文献
[1]刘佳,PLC技术在电气自动化控制中的应用[J].信息记录资料,2016.
[2]杜伟烔,电气控制与PLC应用技术的分析[J].电子制作,2016.
[3]李天真,PLC与控制技术[M].北京:科学出版社,2011
[4]孙振强,可变程控制器原理及应用教程[M].北京:清华大学出版社,2005.
[5]罗光伟,可编程控制器教程[M].成都:电子科技大学出版社,2007.
[6]周国珍,PLC分析与设计应用[M].北京:电子工业出版社,2004.
[7]张根保,自动化制造系统[M].2版.北京:机械工业出版社,2005.
[8]周志敏,变频器的控制方式及应用领域[J].变频器世界,2018.
[9]潘晓贝,基于三菱PLC和变频器的多端速控制应用[J].安徽电子信息职业技术学院,2018
[10] 电工技术/丁伟主编-电子工业出版社,2006,11
[11] 姚绪梁,现代交流调速技术[M].哈尔滨:哈尔滨工程大学出版社,2009
[12] 包建华,丁启胜,张兴奎.工控组态软件MCGS及其应用[J].工矿自动化2007.



