





















基于PLC的转子焊接系统设计
摘要:随着自动化水平的不断提高,越来越多的工业控制场合需要精确的位置控制。因此,如何更方便、更准确地实现位置控制是工业控制领域内的一个重要问题。设计一个以PLC为主控制器,结合人机交互、伺服驱动和位置控制等技术,并运用梯形图编程,实现转子的自动焊接。其中伺服系统是以机械运动的驱动设备,伺服电动机为控制对象,以控制器为核心,以电力电子功率变换装置为执行机构,在自动控制理论的指导下组成的电气传动自动控制系统,这类系统控制电动机调转速,将电能转换为机械能,实现运动机械的运动要求。
关键词: 信捷PLC;伺服驱动器;伺服电机;人机交互;
Design of Rotor Welding System Based on PLC
Abstract:As the level of automation continues to increase, more and more industrial control applications require precise position control. Therefore, how to realize position control more conveniently and accurately is an important issue in the field of industrial control. Design a PLC as the main controller, combined with human-computer interaction, servo drive and position control technology, and use ladder diagram programming to achieve automatic welding of the rotor. The servo system is driven by mechanical motion, the servo motor is the control object, the controller is the core, the power electronic power conversion device is used as the actuator, and the electric drive automatic control system is composed under the guidance of the automatic control theory. The system controls the motor to adjust the speed, converts the electrical energy into mechanical energy, and realizes the motion requirements of the moving machine.
Keywords: Xinjie PLC; servo drive; servo motor; human-computer interaction;
第一章 绪论
1.1 课题研究的目的和意义
随着科学技术的飞速发展,对自动化程度的要求越来越高, 原有的焊接装置目前还不能满足高自动化的需要。 减少劳动强度,确保出产产品的可靠性和安全性,削减出产转变,提高产品质量和经济效益是企业需要你直接面对的重大问题。
装有PLC的焊接系统包含PLC技术,伺服系统,人机交互界面,采用模块化、标准化、系统化设计,配置灵活,操作简便,大大减少了人力成本,提高了经济效益,与此同时也使操作者更加的安全,减少了对操作者的危害。
1.2 PLC目前的应用领域
目前PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,使用情况大致可归纳为如下几类:
1、开关量的逻辑控制
这是PLC最基本、最普遍的应用领域,它逐渐代替传统的继电器电路,实现逻辑节制、挨次节制,既可用于单台设备的控制流程,也可用于多机群控及自动化流水线。如注塑机、印刷机、订书机器、组合机床、磨床、包装生产线、电镀工序的流水作业等。
2、模拟量控制
在工业生产过程当中,有许多持续变化的量,如温度、压力、流量、液位和速度等连续变化的量都是模拟量。为了使可编程控制器处置模拟量,必需实现模拟量(Analog)和数字量(Digital)之间的A/D转换及D/A转换。PLC厂家都出产配套的A/D转换模块和D/A转换模块,使可编程节制器用于模拟量节制。
3、运动控制
PLC可以适用于做规律质点运动时轨迹为圆的运动或直线运动的控制。从节制机构设备配置来说,直接使用开关量I/O模块连接位置传感器和执行机构,此时一般平时利用专用的运动控制模块。如由伺服电机驱动器控制的步进电机或伺服电机的单轴或多轴位置控制模块。世界上在此行业精通的PLC厂家在产的产品大都都有轨迹运动控制功能,广泛用于各种机器、机床、机器人、电梯等场合。
4、过程控制
过程控制是指对温度、压力、流量等模拟量的负反馈控制。作为工业自动化控制电子计算机系统,PLC能编制各种各样的控制算法程序,完成闭环控制。数字电视复用系统(PID)调节是通常使用负反馈控制系统中用得较多的调节方法。大中型PLC都有PID模块,目前许多小型PLC也具有此功能模块。PID处理一般是运行专用的PID子程序。过程控制在冶金、化工、热处理、汽锅控制等场合有比较普遍的应用。
5、数据处理
当代PLC具有数学运算(含矩阵运算、函数运算、逻辑运算)、数据传送、数据转换、排序、查表、位置操作等功能,可以完成样本的采集、分析及处理。PLC会将这些数据与之前统计出的数据与存储器中的设置的参考值比较,完成一定的控制操作,也可以利用即使交互功能传送到别的智能装置,或将它们打印制表。数据处理平时用于大型控制系统,如自主控制的易弯制造系统;也可用于进程控制系统,如造纸、冶金、食品工业自动化中的一些大型控制系统。
6、通信及联网
PLC通信中包括PLC与同类别产品的通讯及PLC与其他的自主工作设备的通信。随着AI计算控制设备的发展,工场自动化互联网发展得很快,生产PLC的厂商都十分注意PLC的信息即时互联的功效,纷纷推出各自的互联网系统。新近生产的PLC都具有通信接口,通讯互联十分方便。
2.2 PLC的应用特点
1、功能丰富
PLC的应用范围十分广泛。主要因为它它具有丰富的处理信息的指令系统和存储信息的内部器件。
它的指令多达几十及上上百条,可以进行很多的逻辑问题的处理,其可进行多种类型数据的运算。与普通计算机在数据运算方面类似。
它的内部器件,在在内存中的数据存储,类别众多,容量巨大。I/O继电器,可以用以存储入、出 点信息的,少的几十、几百,多的可达几千、几万,以至十几万。这代表了它可进行很多的I/O点的入出信息的转变,进行这么大规模的控制。
它的内部具有很多的继电器,起作用与中间继电器相似,数量众多。在内存中的一个位变可当作一个中间继电器。
它的计数器、定时器也良多,是实际接线的继电电路所难以企及的,在一个微型的装置或模块内,模块内的定时器、计数器便可达成百、成千。因此只要用内存中的一个字,再加一些标志位,即可成为定时器、计数器。
而且,这些内部器件还可设置失电保持的,或失电不保持的,即上电后予以清零的。以满足不同的使用要求。这些也是继电器器件所无法做到的。
2、使用方便
用PLC实现对工控是非常方便的。这是因为:首先PLC控制逻辑的基础是建立在程序,可以用程序代替硬件接线。更改程序即可更改接线线路,这便会比硬件接线方便得多。
另外PLC的硬件是高度集成化的,并将每个功能分化为每个微型模块。并且,这些模块是配套的,根据控制要求即可自行选择所需要的模块实现功能。众多控制系统所需的模块,厂家拥有充足货源供应,可以很方便在市场购得。所以,硬件系统配置与建造也非常方便。
正因为这些原因, 可编程序控制器才能重点表达“可”这个字。对软件讲,它的程序可编,也不难编。对硬件讲,它是由不同模块组合而成的,所以也易于去根据需求去改变。
3、工作可靠
用PLC实现对工厂工作流程控制是非常可靠的。这都取决于PLC在硬件与软件两个方面都采取了很多抗干扰的措施,确保它能在恶劣的环境下可靠工作。事实上,如果PLC工作不可靠,也就不会被采用在工业环境下运用,也就不称其为PLC了。
在硬件方面:
PLC的输入输出电路与内部CPU是电隔离。其信息靠光耦器件或电磁器件传递。而且,CPU板还有抗电磁干扰的屏蔽措施。故可确保PLC程序的运行不受外界的电与磁的干扰,能正常地工作。
PLC使用的元器件多为无触点的,而且是高度集成的,数量并是不太多,这就为其可靠工作提供了物质基础。
在机械结构设计与制造工艺上,为使PLC能安全可靠地工作,也采取了很多措施,可确保PLC耐振动、耐冲击。使用环境温度可高达摄氏50多度,有的PLC可高达80--90度。
有的PLC的模块可热备,一个主机工作,另一个主机也运转,但不参与控制,仅作备份。一旦工作主机出现故障,热备的可自动接替其工作。
此外,有的PLC还采用三取一的设计,CPU、I/O模块、电源模块都冗余或其中的部分冗余。三套同时工作,最终输出取决于三者中的多数决定的结果。这可使系统出故障的机率几乎为零,做到万无一失。当然,这样的系统成本是很高的,只用于特别重要的场合,如铁路车站的道叉控制系统。
(2)软件方面:
PLC的工作方式为扫描加中断,这既可保证它能有序地工作,避免继电控制系统常出现的"冒险竞争",其控制结果总是确定的;而且又能应急处理急于处理的控制,保证了PLC对应急情况的及时响应,使PLC能可靠地工作。
为监控PLC运行程序是否正常,PLC系统都设置了“看门狗”(Watchingdog)监控程序。运行用户程序开始时,先清"看门狗"定时器,并开始计时。当用户程序一个循环运行完了,则查看定时器的计时值。若超时(一般不超过100ms),则报警。严重超时,还可使PLC停止工作。用户可依报警信号采取相应的应急措施。定时器的计时值若不超时,则重复起始的过程,PLC将正常工作。显然,有了这个“看门狗”监控程序,可保证PLC用户程序的正常运行,可避免出现“死循环”而影响其工作的可靠性。
PLC还有很多防止及检测故障的指令,以产生各种检测模块工作正常与否的提示信号。可通过编制相应的用户程序,对PLC的工作状况,以及PLC所控制的系统进行监控,以确保其可靠工作。
PLC每次上电后,还都要运行自检程序及对系统进行初始化。这是系统程序配置了的,用户可不干预。出现故障时有相应的出错信号提示。
正是因为PLC在软、硬件诸方面有强有力的可靠性措施,才确保了PLC能够可靠的工作。它的平均无故障时间可高达几万小时以上;出了故障时的平均修复时间却很短,几小时以甚至几分钟就可以了。
曾有人做过为什么要使用PLC的问卷调查。在回答中,多数用户把PLC工作可靠作为选用它的主要原因,即把PLC能可靠工作,作为它的首选指标
4、经济合算
尽管使用PLC首次投资要大些,但从全面及长远看,使用PLC还是经济的。这是因为: 使用PLC的投资虽大,但它的体积小、所占空间小,辅助设施的投入少;使用时省电,运行费少;工作可靠,停工损失少;维修简单,维修费少;还可再次使用以及能带来附加价值等等,从中可得更大的回报。所以,在多数情况下,它的效益是很可观的。
目录
第一章 绪论 2
1.1 课题研究的目的和意义 2
1.2 PLC目前的应用领域 2
2.2 PLC的应用特点 3
第二章 基于PLC的转子焊接总体结构 6
2.1 操作步骤: 7
2.2 PLC的选型 8
2.3 驱动器、电机的选型 9
2.4 人机交互界面的选型 10
第三章 转子焊接的总体接线 11
3.1 PLC的 I/O分配简介 11
3.1.1开关量输入模块的选择 11
3.1.2开关量输出模块的选择 11
3.1.3模拟量I/O模块的选择 12
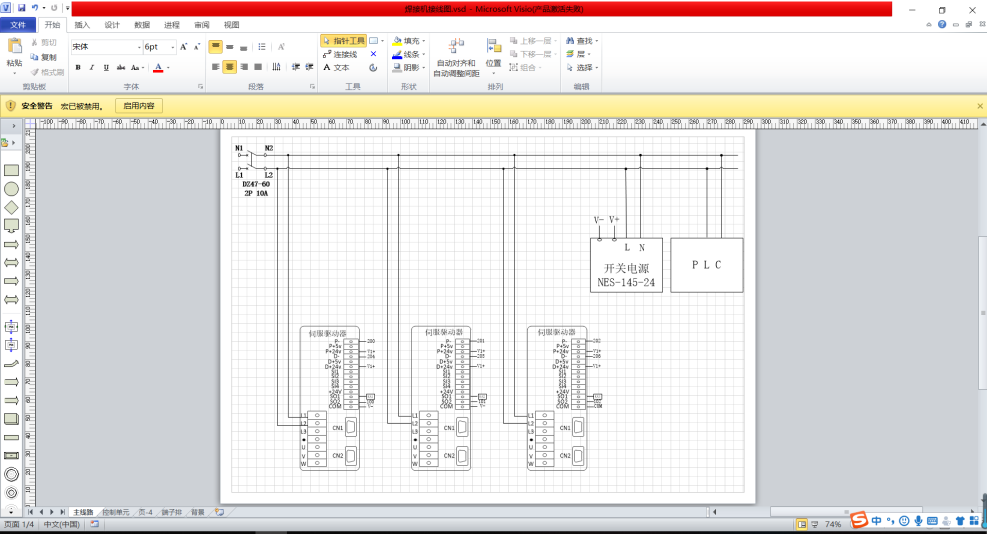
3.3 转子焊接的I/O接线图 13
第四章 调试和运行结果 17
4.1硬件系统的调试 17
4.2软件系统的调试 17
4.3运行结果 18
4.3.2 配方功能 18
4.3.3显示所有配方功能 20
4.3.4自动功能 20
4.3.5手动功能 21
4.3.6报警画面 21
总结 22
致 谢 24
参考文献 24
附录 25
附录1 选型表 25
参考文献
[1]常晓玲.电气控制系统与可编程控制器 [M].北京:机械工业出版社,2014.
[2]孙振强,王晖,孙玉峰.可编程控制原理及应用教程 [M].北京:清华大学出版社,2015.2.
[3]唐宇毅.转子焊接的PLC控制系统设计[D].广州:广东工业大学出版社,2015.
[4]廖常初.PLC编程及应用 [M].北京:机械工业出版社,2015.
[5]张培山,钟昆.基于PLC的转子焊接自控系统的实现[J].控制系统,2016.
[6]李英辉,赵豫龙,戴青云.基于PLC的焊接处理系统[J].石家庄职业技术学院报,2010.
[7]何献忠.转子自动焊接处理的PLC控制应用[J].湖南冶金职业技术学院学报,2014.
[8]张燕宾.SPWM变频调速应用技术(第3版)[M].北京:机械工业出版社,2012.
[9]程玉华.西门子S7-200工程应用实例分析 [M].北京:电子工业出版社,2013.
[10]陶权,吴尚庆.变频器应用技术 [M].广州:华南理工大学出版社.2010.



