





















基于plc的 CIP(原位清洗系统)的控制系统的研制
绪论
原位清洗技术的发展概况。
原位清洗技术(CIP)是指以整个生产过程结束或开始是亦或者是其他需要清洗生产设备时,不拆解设备,不需要人工拆解,直接有系统程序控制在闭合管道中利用压力,温度,利用特殊清洗液物理化学特性的浸泡管路完成清洗。以自动化为其主要特点,在中国制药,饮料,乳制品等行业中得到广泛应该用,特别是乳制品行业,因为乳制品的特殊性,在乳制品的加工过程中与乳制品有过接触的管道,罐体的表面容易产生沉积物,即奶诟,这种情况在需要加热处理的部分更为严重,这种奶诟会影响设备的传热效率,是导致清洗不完全,不干净的重要原因,并且乳液的残垢会可能成为细菌病毒滋生的温床,造成食品安全隐患。因此 , 在食品加工企业 , 为了防止以上品质安全隐患的出现,食品,药品加工设备生在产结束后一定要进完完全全的清洗与消毒,其他工业系统在完成生产作业后也要彻底清洗,防止出现影响品质的情况,
CIP原位清洗技术的发展开始与美国五十年代的乳制品行业,1955年逐步发展到食品工液的其他领域,原位清洗系统的发展历经了手动和气动两种不同的类型,目前各国的原位清洗系统正在朝着自动化 智能化方向发展。
随着科学技术的不断发展,生产工艺的不断改进,特别是组态技术的应用。使得发展出了新的控制策略。在控制方法上与组态技术,现场总线技术,自动控制技术结合,实现了对系统装置的远程监控和远程操作,使得实现了系统的智能化控制。
而我国自从2008年食品行业爆出三鹿奶粉中添加的三聚氰胺,这一违法的物质造成了极其恶劣的社会影响,使的社会大众对食品安全的关注,更是造成了中国群众对本国食品行业的失望和不信任,宁愿漂洋过海的从国外导购高价的外国产品也不要支持国货,引发了社会舆论对食品安全的讨论。食品安全被中国社会重点关注,引发了食品行业的改革与变动。国家为避免在发生类似的悲剧发生,也为了我国食品行业的发展,国家迅速制定相关的法律法规条例,包括《食品安全法》,《乳制品工业产业政策》等在内的一大批食品安全法案,不仅改变了食品饮料行业现状,更为其日后的发展指明了道路。在国家努力下,国民对本土产品的信任逐年增增长中国的乳制品饮料产业发展迅猛,拥有巨大的潜力和市场。
但发展的速度过快出现了新的问题,就是自动化程度不高,这比如会造成生产效率不够高,生产力达到上限,必须寻求突破,所以就引出了本次的设计一个以自动化为特点的原位清洗系统。
我国在食品生产的品质管理还不够成熟,尚未在产品质量控制范围上没有做到统一,安全和品质问题随时可能发生。并且我国的相当一部分企业尚未就清洗这样都不在做出重大的改变,甚至还有一小部分企业仍然采取人工分解清扫的工作方式,就是是大企业他们的清洗系统大多是国外进口的。所以我过的乳制品行业发展的一个重要方向就是信清洗系统的改进与革新,力求达到效率更高,质量更好,运行更稳定,操作更方便,成本尽量的减少,自动化程度尽量提高,解放人力,减少清洗系统的占地面积,提高系统的清洗效率,更高效的完成生产工业的清洗,降低生产成本,概述改善产品质量,这将是我国清洗系统发展的主要方向。
目录
第一章 系统概述 2
1.1 系统概况 2
1.1.1原位清洗系统的现状 2
1.1.3 原位清洗系技术。 2
1.2 总体设计概述 3
第二章 原位清洗设计方案 3
2.1 设计思路 3
2.2 原位清洗系统的清洗流程 4
2.2.1 清洗流程图。 5
2.3工作原理 5
2.4设计内容及要求 6
第三章 基于自动控制技术的CIP原位清洗系统 6
3.1控制系统的设计。 6
3.1.1输入部分 6
3.2输出部分 7
3.2.2电磁阀 7
3.3控制器 7
3.2触摸屏页面设计(组态技术应用) 7
3.2.1 MCGS 工控组态技术应用 7
3.2.2 MCGS组态软件概述与介绍 8
3.2.3 MCGS的组成结构 10
3.2.4组态设计要求。 12
3.3 PLC控制系统的设计 12
3.3.1与传统的继电器-接触器相比较可编程控制器具备以下几点优点 13
3.3.2 控制系统要达到的要求。 14
3.3.3 PLC控制系统设计流程图。 14
PLC的设计流程步骤 14
第四章 CIP原位清洗系统的设计 15
4.1 设计思路 15
4.1.1 原位清洗系统的工艺流程 15
4.3系统的设计方案。 15
4.3.1 控制系统的组成。 16
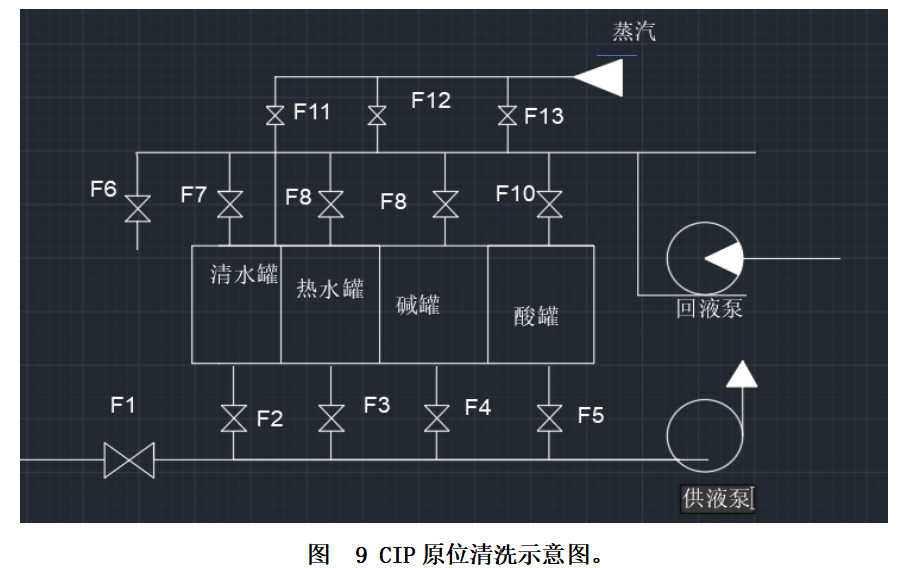
CIP原位清洗系统主要有以下 基本组件组成 16
CIP罐 :酸罐,碱罐,清水罐,清水罐。 16
4.4 CIP原位清洗示意图如图9所示 17
17
4.5 CIP原位清洗系统的控制要求。 18
4.5.1控制对象 18
第五章 系统硬件设计 18
本系统共有输入输出点共31个输入输出量。为了给日后的升级改造留有空间所以选择了有32个输入点和32个输出点的三菱品牌的FX2N-64MR-D。完全可以满足设计需求。 19
5.2 传感器的选择 19
5.3变频器 20
5.3.1变频器的用途 20
率。实现按照控制要求调整泵机运行状态,是一种优秀的调速方式。 20
5.3.2 变频器型号选择 20
5.3.3 变频器与水泵的连接 21
5.3.4变频器在本课题中的应用 22
5.4 泵机 22
5.4.1 水泵在用途 22
5.4.2 水泵的选型要求。 22
5.4.3 水泵与变频器的连接 22
5.5 变频器的设置 22
第六章 组态设计与PLC程序设计 23
6.1组态设计 23
6.2 PLC与触摸屏的连接 24
6.2 PLC程序设计 26
6.2.1 I/O地址分配。 26
6.2.6外部接线图 如图17 28
图17 外部接线图 29
基于plc的 CIP(原位清洗系统)的控制系统
摘要:随着食品,制药企业的发展,对产品的质量,安全性的要求愈来愈高,特别是当食品制药企业工业化发展,食品安全问题就变得越来越突出,为了使生产线达到更高级别卫生级别,食品企业中运用的清洗与消毒的技术愈发重要,所以需要一种安全高效且可靠的控制系统来完成清洗任务,以可编程控制器为基础,运用组态技术,现场总线技术而形成的原位清洗技术应运而生
本系统中采用传感技术,组态技术,在PLC的配合下,形成了自动化清洗,大大减少了人力的投入。并且能做到能够在生产过程中,完成对清洗系统的调试,将使用触摸屏作为人机界面,plc作为控制器,来组成自动化系统的设计,构架 同时介绍原位清洗系统CIP ,讨论系统解决生产过程中的问题和解决方法 ,
实施情况也确实可以让系统自动化程度大大提高,清洗效果也大大的得到了改善 。
关键词 ;plc 触摸屏 变频器 电磁阀
Abstract:With the development of food and pharmaceutical enterprises, the quality of products is becoming more and more important. The demand for safety is getting higher and higher, especially when the food and pharmaceutical enterprises are developing industrialization. Food safety problems are becoming more and more prominent, in order to make the production line reach a higher level health level. Cleaning and disinfection technology used in food enterprises is more and more important, so a safe, efficient and reliable control system is needed to complete the cleaning task. The in-situ cleaning technology based on programmable logic controller and configuration technology and fieldbus technology arises at the historic moment.
In this system, sensor technology and configuration technology are adopted. With the help of PLC, automatic cleaning has been formed, and manpower investment has been greatly reduced. And be able to debug the cleaning system in the production process The touch screen will be used as the man-machine interface, PLC as the controller to form the design of the automation system, and the introduction of the in-situ cleaning system CIP. Discuss the system to solve the problems and solutions in the production process. The implementation can also greatly improve the degree of automation of the system, and the cleaning effect has been greatly improved.
Key word:PLC Touch screen Frequency converter Solenoid valve
第一章 系统概述
引言 : 清洗系统是一项涉及范围广,内容丰富的使用技术,不仅在工业生产中得到普遍的应用,在日常生活也越来越重要,本章主要从介绍研究的背景及应用概况,总体设计概述设计内容及要求。
1.1 系统概况
正所谓民以食为天,食品安全重于泰山,由于食品,制药行业特殊的生产工艺,会大量的使用管道,各种各样的存储管,因为管道或者存储罐一般很难彻底清洗,或者说彻底清洗将耗费大量的人力物力,进行分解清扫,大大的加强了工作人员的强调,并且严重制约了生产的效率。哟从为了节省企业的劳动成本,并且提高生产效率原位清洗系统便孕育而生。
1.1.1原位清洗系统的现状
原位清洗技术是起源于美国二十世纪六十年代的一种应用到乳制品的一种清洗技术,这个技术主要是为了介绍劳动力,并且提高生产效率,介绍成产成本。
经过大半个世纪的发展,原位清洗技术已经变得越来越成熟了,并且不断的融入新的技术,功能越来越齐全,可以完成的工作量,又快又好。与之相关的设备也得到了发展。
当其他国家的食品行业以以及制药行业以此实现了加工的机械化和自动化,而我国一直到出现重大食品安全问题是才主要到要建立起统一的产品质量检测规范。食品安全问题时有发生,而我国的相关领域刚刚起步,大型企业的原位清洗系统要么是不够先进,要么是之间从国外进口,更不要题中小型企业的清洗系统了,所以我们急需一种能降低生产成本,提高设备的生产效率,并且系统稳定可靠。将我国食品行业的自动化水平提高,是目前要紧的问题。
1.1.3 原位清洗系技术。
清洗系统是一种可以完美解决食品,制药加工企业在生产过程中的清洗问题,CIP原位清洗系统是指不采用分解清扫的方法,循环清洗,消毒管道和死角。
通过泵循环,利用水和各种不同功能,不同浓度清洗液,采用高温高压的方式或浸润,或冲刷,以此来达到清洁以此来达到清洁管道和死角的目的。
CIP清洗是保证产品质量和设备正常运行的必要手段,因而世界上很多软饮料生产厂家普遍采用CIP系统进行设备的清洗
其与传统的拆卸清洗的方法相比较具有以下几优势。
1.节省清洗时间,提高工作效率,减少浪费。
2.节省劳动力,具有安全性,和可靠性。
3.操作方便,可根据不同的产品生产工艺灵活的选择清洗步骤。
4.设备停机时间短,或不需要停机。提高生产效率。
1.2 总体设计概述
一般在食品,制药行业,清洗一般在生产前或者生产结束后,对生产设备进行清洗,以一般的饮料行业或乳制品行业为清洗对象来说,清洗的工艺一般步骤为 :第一步 先清水预先清洗。第二步 碱性溶液清洗。第三步 再使用清水冲掉碱性残留物,第四步 酸性 清洗液清洗。最后一般是使用高温液体清洗,可根据具体的工艺具体设置。
清水预清洗:使用干净的清水在停止生产后的第一时间冲洗正常生产设备所又的管道,储存罐和其他设备。因为如果在停止生产后,管壁上残留的液体肯能会随着温度的变化而变硬,附着在管壁上,会变得非常难清洗掉,并且会影响产品质量,所以要用一定温度的清水循环清洗一定的时间,并且清洗用水的温度和清洗的时间可按照产品的特性设置。
碱洗清洗:一般使用酸性清洗液清洗,(如氢氧化钠)碱性清洗液的温度和浓度可按照生产产品的特性具体设置。
酸洗清洗:使用酸性清洗液清洗,如(硝酸),酸性清洗液的温度,浓度清洗时间一样根据具体产品具体设置。
高温水清洗:当酸碱清洗后,要有热水冲洗,不需要循环了直接将废水排掉,用高温水冲洗,一个是因为高温可以抑制细菌的滋生,不循环是为了直接冲掉酸碱残渣。
第二章 原位清洗设计方案
2.1 设计思路
原位清洗系统的工艺流程:
本次课题将 原位清洗系统分为自动运行和手动运行两部分 。
使用触摸屏在生产中选择适当的工作模式,手自动切换工作模式,系统采用可编程控制器(PLC)安装事先编好的程序对清洗步骤进行控制,可以控制清洗系统中的各个变量,如控制原位清洗系统中应用的清洗液的种类,各种清洗液的浓度,清洗系统的运行时间,清洗时的温度等要素。
大体可分三部分完成,第一部分 清洗前的准备程序,包括清洗液的混合,浓度调整,自动补偿清洗液的浓度或清水。,
第二部分 清洗步骤, 大致分为水清洗程序,碱清洗程序,或各种专业清洗液的清洗,按照具体的工艺要求设置清洗时间,清洗液的温度。
第三部分 污水处理 将清洗过的废弃清洗液,清水或各种专业清洗根据清洗的产品,和各自清洗液的物理化学特性妥善处理。
本次课题主要着重介绍清洗步骤。
2.2 原位清洗系统的清洗流程
(1) 用常温清水预冲洗一段时间。
(2)用一定度浓度碱性溶液洗涤剂循环一段时间。
(3)用常温水冲洗一段时间。
(4)用一定度浓度酸性溶液循环清洗一段时间。
(5)用水冲洗一段时间。
(6)最后用温度较高热水循环一定的时间,对管路进行杀菌。
流程中具体的清洗时间,清洗液的温度,浓度肯据具体的生产需求设定,清洗前要检测酸碱的浓度和酸碱的污染程度,决定是否重新配置酸碱液或添加浓酸浓碱。正确连接进出管道阀门,检查疏水器是否堵塞,回流泵打开,使清洗液返回流入酸碱罐。
附录 参考书目
《MCGS工控组态技术应用》 编者:李红萍 北京邮电大学出版社
《工业组态监控软件及应用》编者:于玲 李娜 化学工业出版社
《工控组态技术及应用》编者:李红萍 西安电子科技大学出版社
《自动转换技术及应用》编者 :梁森 黄康美 王侃夫 机械工业出版社
《PLC编程100例》 编者:陆柏森 晓峰 中国电力出版社
《现场总线技术及应用》编者: 郭琼 姚晓宁 机械工业出版社
《小型综合自动化系统集成》编者: 奚茂龙 陆荣 赵翔东 单正亚
西安电子科技大学出版社
《传感器实用技术》编者: 徐开先 钱正洪 张彤 刘沁 国防工业出版社
《交流调速系统及应用》编者:黄麟 大连理工大学出版社
《PLC技术应用》编者:郭琼 机械工业出版社
《施耐德变频器的应用》编者:邢建中 机械工业出版社
《三菱PLC应用100例》 编者:杨后川 张春平 陶征 电子工业出版社



