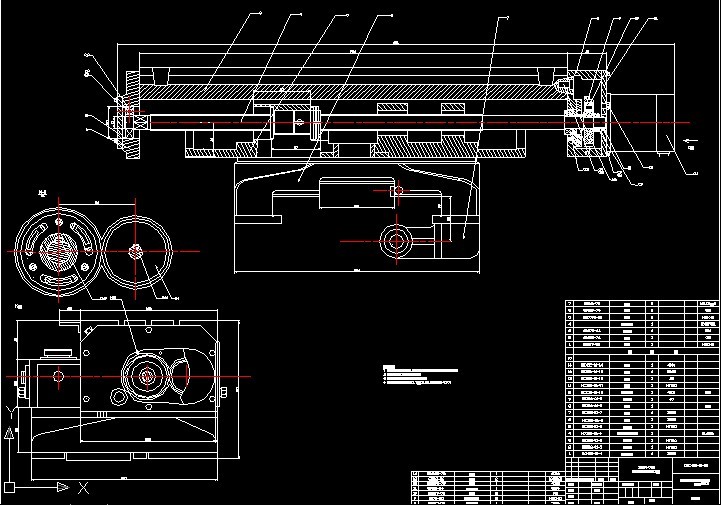


普通铣床的数控化改造及部分零件的数控编程 数控铣床说明书
数控技术是现代工业生产中一门新兴的自动化控制技术。它能够对机器运动进行控制,它综合运用了自动化控制计算机技术及精密检测技术方面的最新成果,保证加工质量及减轻操作人员的劳动强度方面有突出的优点。
数控技术使传统的制造工艺产生显著的本质变化。由经验走向数量化,由分数单一工艺走向集成化和科学化,随着科技的发展,特别是数控技术的不断发展应用,工艺方法和制造系统不断更新形成CAD/CAM、FMS、CAT、CIMS等一系列具有划时代意义的高技术、都是建立在数控技术之上,在新技术成果不断涌现的今天,机械产品向着高精度、高自动化程度和高可靠性方向发展,而且随着科技进步的不断更新换代,数控技术将起到保证作用。由于市场的需求和科技的发展,制造业的生产规模沿着“小批量——少品种大批量——多品种变批量”的方向发展,其相应的制造技术生产方式沿着“手工——机械化——单机自动化——刚性流水自动化——柔性自动化——智能自动化”的方向发展.数控技术已成为制造业的基础,该技术已被世界各国列为优先发展的关键技术,成为当代国际科技竞争的重点。如果把普通铣床改造成高级数控铣床,改动量大,价格贵,不实际,所以将之改成经济型数控铣床,既可以节省大量资金,又可以大大提高了机床的精密度和稳定性,避免了人为因素对精密的影响,也降低了对工人技术的要求。数控技术是柔性自动化和智能自动化的基础技术之一,从而满足多品种变批量的市场需求,它给机械制造带来了革命性的变化,它的应用深刻地影响着机械制造业。数控技术已成为制造业的基础,该技术已被世界各国列为优先发展的关键技术,成为当代国际科技竞争的重点
一总体方案设计论证
机床数控系统总体方案的拟定应包括以下内容:系统运动方式的确定,
伺服系统的选择、执行机构的结构及传动方式的确定,计算机系统的
选择等内容。
系统运动方式的确定
数控系统运动方式可分为点动控制系统,点动直线系统和连续控制系统。如果工件相对于刀具移动过程中不进行切削工件,这种系统叫点动/直线控制系统。这种系统除了高精度的定位功能外。在刀具沿坐标轴移动时还能根据切削用量控制位移的速度,由于点位和点位/直线控制系统相岔无几,保证定位精度。
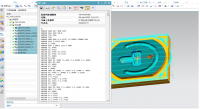
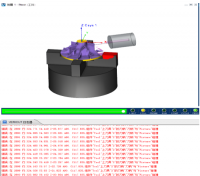
如果要求工作台或刀具沿坐标轴的运动有确定的函数关系,即连续控制系统应具备控制刀具以给定速率沿加工路径运动的功能。具备这种控制能力的数控机床可以加工各种外形轮廓复杂零件。所以连续控制系统又称为轮廓控制系统。数控铣床属于此种运动方式。在点位控制系统中具有的轨迹计算装置,而连续控制系统中却具有点位系统的功能。
伺服系统的选择
伺服系统可分为开环控制系统,闭环控制系统和半闭环控制系统。
开环控制系统中,没有反馈电路,不带检测装置,指令信号是单方向传送的。指令发出后,不再反馈回来,故称开环控制。开环控制系统主要由步进电动机驱动。开环伺服系统结构简单,成本低廉,容易掌握和维修都比较简单,目前我国大力发展的经济型数控机床普遍采用开环伺服系统。
闭环控制系统具有装有机床移动部件上的检测反馈元件来检测实际位移量。能补偿系统的误差,因而伺服控制精度高,闭环系统多采用直流伺服电动驱动。闭环系统价格高和调试较复杂,多用于精度要求高的场合。
半闭环控制系统不同,不直接检测工作台的位移量。而是用检测元件测出驱动轴的转角,再间接算出工作台实际的位移量,也有反馈回路,其性能介于开环和闭环系统之间。
参考文献
《 应用系统设计系统配置与接口技术》
何立民 北京航空航天大学出版社
《 应用技术选编》1-5
何立民 北京航空航天大学出版社
《 应用系统设计系统配置与的功率接口技术》
于用全等 北京航空航天大学出版社
《 基础》
李广弟等 编著 北京航空航天大学出版社
《AT系列 原理与接口技术》
王幸之等 编著 北京航空航天大学出版社
《 &DSP外围数字IC技术手册》
李朝青 主编 北京航空航天大学出版社
《单片微型计算机原理及其应用》
陈伟人 编著 清华大学出版社
《 应用技术教程》 (第二板)
张洪润 易涛 编著 清华大学出版社
《微型计算机控制技术》
潘新民 王燕芳 编著 电子工业出版社
1陈粤初.单片及应用系统设计与实践. 北京: 北京航空航天大学出版社,19922何立民. 应用系统设计 .北京:北京航空航天大学出版社,1998

微信

QQ1:3097331788 QQ2:2601997959 QQ3:2993773635



