





















轴类零件机械加工工艺规程设计
第一部分 工艺设计说明书
1.零件图工艺性分析
1.1零件结构功用分析
从传动轴的受力分析可知,它受扭转一弯曲复合作用力,由于其承受中等载荷,工作又较平稳,冲击力很小,所以可采用优质碳素结构钢的45号钢,坯料用热轧圆钢。为了改善组织、提高力学性能,坯料要经过正火热处理
1.2零件技术条件分析
外圆尺寸精度 :φ30k6,φ30f7两节,φ25k6,φ20h6,及M24X1.5的螺纹;
外圆形状位置精度 :要求为φ30f7两轴节相对φ30k6,φ20h6,φ25k6
φ30f7两轴节表面需高频淬火;
外圆表面质量 :φ30k6,φ30f7两节,φ25k6,φ20h6的表面质量要求 Ra均为0.8um,
其它面Ra为12.5um
1.3零件结构工艺性分析
轴的锻件强度较高,形状比较简单,外轮廓尺寸不大,在轴径φ30k6,φ30f7两节,φ25k6,φ20h6,及M24X1.5的螺纹上均开有键槽,且轴两端带有B型中心孔。
结论:轴的结构较规则,在加工键槽和B型中心孔时,采用专用夹具定位和夹紧,螺纹加工安排在半精加工后,精加工前进行。
2.毛坯选择
2.1毛坯类型
在传递力矩过程时要承受很强的冲击力和很大的交变载荷, 要求材料应有较高的强度、冲击韧度、疲劳强度和耐磨性,而且其轮廓形状不复杂,故采用锻件;
零件尺寸不大,而且零件属于批量生产,故采用模锻。
2.2毛坯余量确定
毛坯的形状和尺寸越接近成品零件,即毛坯精度越高,则零件的机械加工劳动量越少,材料消耗越少,可充分提高劳动生产率,降低成本,但是毛坯制造费用会提高,在确定毛坯时,应根据机械加工和毛坯制造两方面考虑。
2.2.1
1).锻件公差等级:由该零件的功能和技术确定其锻件公差等级为普通级;
2).锻件质量Mf :根据锻件成品质量1.94g估算;
3).分析锻件形状复杂系数s:S=Mf/Mn
该零件为圆形,假设其最大直径φ37长为375则在:Mn=π/4 d2 hρ
S=Mf/Mn=Vf/Vn=229712.195 mm /316300.05mm =0.726
由于0.726介于0.63和1之间,故该零件的形状复杂系数S属S 1 级。
4).锻件材质系数M:由于该零件材料为45钢,是碳的质量分数小于0.65%的碳素钢,故该锻件的材质系数属M 1级;
5).零件表面粗糙度 由零件图知,除φ30k6,φ30f7两节,φ25k6,φ20h6的表面质量Ra为0.8um
外,其余各加工表面Ra为12.5um;
2.2.2 初步确定机加工余量及毛坯尺寸,初选毛坯尺寸公差
根据毛坯尺寸公差,锻件质量,材质系数,形状复杂系数,初步确定本零件毛坯尺寸允许偏差,
根据锻件质量,零件表面粗糙度,形状复杂系数查参考书[1]中表5-9,由此查得单边余量:
零件
尺寸 初选厚度方向
单边加工余量 初选水平方向
单边加工余量 确定厚度方向
单边加工余量 确定水平方向
单边加工余量 初选
锻件尺寸
偏差
φ30k6 1.7——2.2 2.0——2.5 2 φ34 +1.2 -0.6
φ30f7两节 1.7——2.2 2.0——2.5 2 φ34 +1.2 -0.6
φ29 1.7——2.2 2.0——2.5 2 φ34 +1.2 -0.6
φ25k6 1.7——2.2 2.0——2.5 2 φ29 +1.1 -0.5
φ24 1.7——2.2 2.0——2.5 2 φ29 +1.1 -0.5
115 1.7——2.2 2.0——2.5 2.5 115 +1.4 -0.6
φ20h6 1.7——2.2 2.0——2.5 2 φ24 +1.1 -0.5
32 1.7——2.2 2.0——2.5 2.5 33 +1.2 -0.6
φ33 1.7——2.2 2.0——2.5 2 φ37 +1.2 -0.6
370 1.7——2.2 2.0——2.5 2.5 375 +1.7 -0.8
5 1.7——2.2 2.0——2.5 2.5 10 +1.1 -0.5
2.2.3验证上述余量是否满足要求
计算同上得,锻件形状复杂系数s= S=Mf/Mn=Vf/Vn=229712.195 mm /316300.05mm =0.726
,S属于S 1级;查表得,机械加工余量与上述相同,满足要求。
目 录
第一部分 工艺设计说明书……………………………………………………………………………2
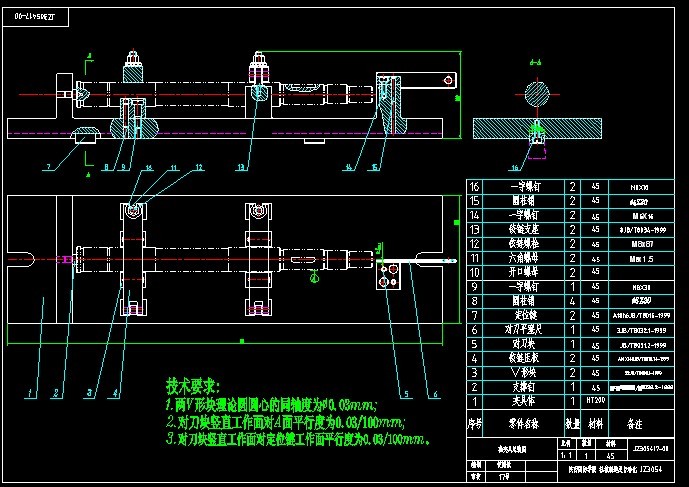
第二部分 第XX号工序夹具设计说明书……………………………………………………………3
第三部分 第XX号工序刀具设计说明书……………………………………………………………
第四部分 第XX号工序量具设计说明书……………………………………………………………
第五部分 毕业设计体会………………………………………………………………………………
第六部分 参考资料……………………………………………………………………………………
参考资料
[1]机械制造技术基础课程设计指南: 主编: 崇凯 化学工业出版社
[2] 机械制造工艺学: 主编: 郑修本 机械工业出版社
[3]刀具课程设计 机械工业出版社
[4] 公差配合与技术测量 主编: 徐茂功
桂定一 机械工业出版社




