





















泵体工艺及专用夹具设计
摘 要
在机床上加工工件时,定位和夹紧的全过程称为“安装”。在机床上用来完成工件安装任务的重要工艺装备,就是各类夹具中应用最为广泛的“机床夹具”。
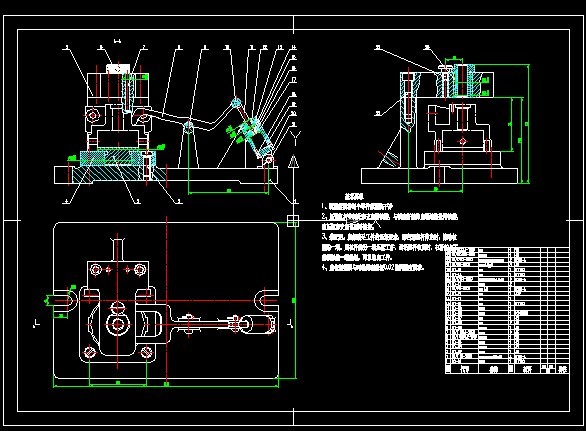
机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。本设计的主要内容是设计镗床夹具和铣床夹具,需要对泵体上Φ52的孔进行镗削加工左端面的铣削加工。
泵体零件上往往都有各种不同用途和不同精度的孔需要加工。在机械加工中,孔的加工量所占比例较大,其中钻头、扩孔钻、铰刀、镗刀等定尺寸刀具加工占相当多数。这时,除了要保证孔的尺寸精度外,还要达到孔的位置精度要求。在单件小批量生产中,用划线后找正孔轴线位置方法加工。在批量生产中一般都采用钻床夹具与镗床夹具,钻床夹具又称钻模,镗床夹具又称镗模,通过钻套、镗套引导刀具进行加工可准确地确定刀具与工件之间的相对位置。
关键词 通用夹具 专用夹具 钻床夹具 镗床夹具 泵体
第1章 绪论
1.1机床夹具概述
1.1.1机床夹具
夹具是一种装夹工件的工艺装备,它广泛地应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程中。
在金属切削机床上使用的夹具统称为机床夹具。在现代生产中,机床夹具是一种不可缺少的工艺装备,它直接影响着加工的精度、劳动生产率和产品的制造成本等,帮机床夹具设计在企业的产品设计和制造以及生产技术准备中占有极其重要的地位。机床夹具设计是一项重要的技术工作。
1.1.2机床夹具的功能
在机床上用夹具装夹工件时,其主要功能是使工件定位和夹紧。
1.机床夹具的主要功能
机床夹具的主要功能是装工件,使工件在夹具中定位和夹紧。
(1)定位 确定工件在夹具中占有正确位置的过程。定位是通过工件定位基准面与夹具定位元件面接触或配合实现的。正确的定位可以保证工件加工的尺寸和位置精度要求。
(2)夹紧 工件定位后将其固定,使其在加工过程中保持定位位置不变的操作。由于工件在加工时,受到各种力的作用,若不将工件固定,则工件会松动、脱落。因此,夹紧为工件提供了安全、可靠的加工条件。
2.机床夹具的特殊功能
机床夹具的特殊功能主要是对刀和导向。
(1)对刀 调整刀具切削刃相对工件或夹具的正确位置。如铣床夹具中的对刀块,它能迅速地确定铣刀相对于夹具的正确位置。
(2)导向 如钻床夹具中的钻模板的钻套,能迅速地确定钻头的位置,并引导其进行钻削。导向元件制成模板形式,故钻床夹具常称为钻模。镗床夹具(镗模)也具有导向功能。
1.1.3机床夹具在机械加工中的作用
在机械加工中,使用机床夹具的目的主要有以下六个方面。然而,在不同的生产条件下,应该有不同的侧重点。夹具设计时应该综合考虑加工的技术要求、生产成本和工人操作方面的要求,以达到预期的效果。
1.保证精度 用夹具装夹工件时,能稳定地保证加工精度,并减少对其它生产条件的依赖性,故在精密加工中广泛地使用夹具,并且它还是全面质量管理的一个环节。
夹具能保证加工精度的原因是由于工件在夹具中的位置和夹具对刀具、机床的切削成形运动的位置被确定,所以工件在加工中的正确位置得到保证,从而夹具能满足工件的加工精度要求。
2.提高劳动生产率 使用夹具后,能使工件迅速地定位和夹紧,并能够显著地缩短辅助时间和基本时间,提高劳动生产率。
3.改善工人的劳动条件 用夹具装夹工件方便餐、省力、安全。当采用气压、液压等夹紧装置时,可减轻工人的劳动强度,保证安全生产。
4.降低生产成本 在批量生产中使用夹具时,由于劳动生产率的提高和允许使用技术等级较低的工人操作,故可明显地降低生产成本。
5.保证工艺纪律 在生产过程中使用夹具,可确保生产周期、生产调度等工艺秩序。例如,夹具设计往往也是工程技术人员解决高难度零件加工的主要工艺手段之一。
6.扩大机床工艺范围 这是在生产条件有限的企业中常用的一种技术改造措施。如在车床上拉削、深孔加工等,也可用夹具装夹以加工较复杂的成形面。
1.2机床夹具的发展趋势
随着科学技术的巨大进步及社会生产力的迅速提高,夹具已从一种辅助工具发展成为门类齐全的工艺装备。
1.2.1机床夹具的现状
国际生产研究协会的统计表明,目前中、小批多品种生产的工作品种已占工件种类总数的85%左右。现代生产要求企业所制造的产品品种经常更新换代,以适应市场激烈的竞争。然而,一般企业仍习惯于大量采用传统的专用夹具。另一方面,在多品种生产的企业中,约4年就要更新80%左右的专用夹具,而夹具的实际磨损量仅为15%左右。特别是近年来,数控机床(NC)、加工中心(MC)、成组技术(GT)、柔性制造系统(FMS)等新技术的应用,对机床夹具提出了如下新的要求:
1)能迅速而方便地装备新产品的投产,以缩短生产准备周期,降低生产成本。
2)能装夹一组具有相似性特征的工件。
3)适用于精密加工的高精度机床夹具。
4)适用于各种现代化制造技术的新型机床夹具。
5)采用液压或气压夹紧的高效夹紧装置,以进一步提高劳动生产率。
6)提高机床夹具的标准化程度。
1.2.2现代机床夹具的发展方向
现代机床夹具的发展方向主要表现为精密化、高效化、柔性化、标准化四个方面。
精密化
随着机械产品精度的日益提高,势必相应提高了对夹具的精度要求。精密化夹具的结构类型很多,例如用于精密分度的多齿盘,其分度精度可达±0.1;用于精密车削的高精度三爪卡盘,其定心精度为5μm;精密心轴的同轴度公差可控制在1μm内;又如用于轴承套圈磨削的电磁无心夹具,工件的圆度公差可达0.2~0.5μm。
高效化
高效化夹具主要用来减少工件加工的基本时间和辅助时间,以提高劳动生产率,减轻工人的劳动强度。常见的高效化夹具有:自动化夹具、高速化夹具、具有夹紧动力装置的夹具等。例如,在铣床上使用电动虎钳装夹工件,效率可提高5倍左右;在车床上使用的高速三爪自定心卡盘,可保证卡爪在(试验)转速为9000r/min的条件下仍能牢固地夹紧工件,从而使切削速度大幅度提高。
柔性化
机床夹具的柔性化与机床的柔性化相似,它是指机床夹具通过调整、拼装、组合等方式,以适应可变因素的能力。可变因素主要有:工序特征、生产批量、工件的形状和尺寸等。具有柔性化特征的新型夹具种类主要有:组合夹具、通用可调夹具、成组夹具、拼装夹具、数控机床夹具等。在较长时间内,夹具的柔性化将是夹具发展的主要方向。
标准化
机床夹具的标准化与通用化是相互联系的两个方面。在制订典型夹具结构的基础上,首先进行夹具元件和部件的通用化,建立类型尺寸系列或变型,以减少功能用途相近的夹具元件和部件的型式,屏除一些功能低劣的结构。通用化方法包括夹具、部件、元件、毛坏和材料的通用化。夹具的标准化阶段是通用化的深入,主要是确立夹具零件或部件的尺寸系列,为夹具工作图的审查创造良好的条件。目前我国已有夹具零件及部件的国家标准:GB/T2148~T2259—91以及各类通用夹具、组合夹具标准等。机床夹具的标准化,有利于夹具的商品化生产,有利于缩短生产准备周期,降低生产总成本。
参考文献
1.李益民主编 机械制造工艺设计简明手册 机械工业出版社,1993
2.薛源顺主编 机床夹具设计 机械工业出版社,2000
3.徐茂功主编 公差配合与技术测量 机械工业出版社,2000
4.赵如福主编 金属机械加工工艺人员手册 机械工业出版社,2000
5陈宏钧主编《实用金属切削手册》机械工业出版社,2007




