



回转支承淬火机床控制系统设计
摘要
随着科技的不断发展,PLC在国内外已应用于电力、钢铁、石油、化工等各行各业中,使用情况大致可以分为过程控制、模拟量控制、运动控制、通信及联网中。过程控制是指对温度、压力、流量等模拟量的闭环控制。作为工业控制计算机,PLC能编制各种各样的控制算法程序,完成闭环控制。过程控制在热处理、锅炉控制、冶金、化工等场合有非常广泛的应用。
关键字:PLC,热处理,控制算法程序热处理
第1章 绪论
淬火是将金属工件加热到某一适当的温度。并将保持一段时间,随即进入冷却介质中快速冷却的工艺。淬火可以提高金属工件的硬度及耐磨性。淬火应当选择适当的冷却方法。淬火是指利用高频电流(30K-1000KHZ)使工件表面局部进行加热、冷却,获得表面硬化层的热处理方法。这种方法只是对工件一定深度的表面强化,而心部基本上保持处理前的组织和性能,因而可获得高强度,高耐磨性和高韧性的综合。又因是局部加热,所以能显著减少淬火变形,降减能耗。正是因为高频淬火拥有上述这些特点,因而在机械加工行业中广泛被采用。
第2章 回转支承淬火机的概述
2.1 回转支承淬火机的组成
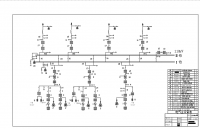
回转支承淬火机床主要由回转支承淬火机床、中高频电源、冷却装置三大部分组成;其中回转支承淬火机床由床身、上下料机构、夹紧、旋转机构、淬火变压器及谐振槽路、冷却系统、淬火液循环系统、电气控制系统等组成,回转支承淬火机床一般都是单工位;回转支承淬火机床从结构上有立式和卧式两大类,用户可根据淬火工艺选择回转支承淬火机床,对于特殊零件或特殊工艺,可根据加热工艺要求设计制造专用回转支承淬火机床。
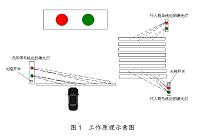
2.2回转支承淬火机原理
高频回转支承淬火机采用感应加热,河南郑州华尔威电子技术有限公司工程师解释感应加热的原理是:工件放到感应器内,感应器一般是输入中频或高频交流电 (1000-300000Hz或更高)的空心铜管。产生交变磁场在工件中产生出同频率的感应电流,这种感应电流在工件的分布是不均匀的,在表面强,而在内部很弱,到心部接近于0,利用这个集肤效应,可使工件表面迅速加热,在几秒钟内表面温度上升到800-1000ºC,而心部温度升高很小。
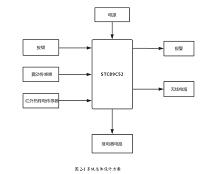
PLC是在系统程序管理下。依照用户的程序安排,结合输入程序变化,确定输出口的状态,以推动输出口上所连接的现场设备工作。PLC作为现代工艺控制实现自动化的核心控制技术,它使复杂的工艺控制实现变得简单、灵活。
用途由回转支承淬火机床与中高频电源配合,实现感应淬火工艺,常用于齿轮、轴承、轴类零部件、气门、缸套及各类机械零件的淬火及热处理。
2.3回转支承淬火机的特点
采用IGBT模块,节能省电:比电子管式省电30%,比可控硅中频省电20%;
1.性能稳定:保护措施齐全,无后顾之忧;
2.加热速度快:感应加热,无氧化层,变形小;
3.体积小:采用分体式结构,重量轻,移动安装都方便;
4.环保:没有污染、噪声和粉尘;
5.适应性强:能加热各种各样的工件;
6.温度及加热时间可精确控制,加工质量高。
主要技术参数
输出功率:20~2000kW 20~750kW(带淬火变压器)
输出频率:2.5~500kHz
淬火深度:0.3~10mm
最高使用温度:1250℃
输出电压:20~1000V
被淬火工件材质:钢、铁
被淬火工件形状:各种形状
上下料方式:自动、手动
机床结构:立式或卧式;工件静止感应器运动或工件运动感应器静止
2.4 回转支承淬火机类型
1.外圆淬火系列:对各类轴、棒、管、圆形零部件(如轴承、气门等)外圆面进行整体或局部淬火。
2.内圆淬火系列:对各类管材,机械零件的内圆进行整体或局部淬火,如缸套、轴套等。
3.端面、平面淬火系列:对机械零件的端面、平面部位进行整体或局部淬火。
4.异形零件淬火系列:对异形零件的某个面进行整体或局部淬火。
5.特大零件淬火系列:对体积大、质量重的特大零部件进行整体或局部淬火,如船用齿轮、大坝水闸道轨、大型输油管道等。
目 录
摘要 II
ABSTRACT III
第1章 绪论 1
第2章 回转支承淬火机的概述 2
2.1 回转支承淬火机的组成 2
2.2回转支承淬火机原理 2
2.3回转支承淬火机的特点 2
2.4 回转支承淬火机类型 3
第3章PLC的发展 4
3.1 PLC的定义 4
3.2 PLC的工作原理 4
3.3 PLC发展经历了下列三个阶段 5
3.4 PLC的分类 6
3.5 PLC的特点 6
3.6 PLC的主要功能 6
3.7 PLC的编程语言 7
第4章 回转支承淬火机模型PLC控制系统设计 8
4.1 回转支承淬火机的构造 8
4.2 回转支承淬火机的控制要求 8
4.3 PLC控制系统的设计分析 8
4.4机床操作使用方法 8
4. 5回转支承淬火机PLC软件设计 9
4.5.1回转支承淬火机床常用数控指令 9
4.5.2回转支承淬火机的资源分配表 9
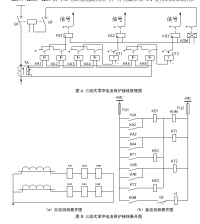
4.5.3系统控制流程图 11
4.5.4回转支承淬火机控制系统指令表 11
结束语 18
参考文献 19
致谢 20
参考文献
[1] 廖常初.PLC编程及应用.2版. 北京:机械工业出版社, 2005
[2] 孙平.可编程控制器原理与应用,北京:高等教育出版社,2003
[3] 边春元.S7-300/400PLC应用开发指南. 北京:机械工业出版社,2007
[4] 张万忠.可编程控制器入门与应用实例. 北京:中国电力出版社, 2004
[5] 胡学林.可编程控制器应用技术. 北京:高等教育出版社, 2005
[6] 王廷才.变频器原理及应用. 北京:机械工业出版社,2005
[7] 严盈富.监控组态软件与PLC入门. 北京:人民邮电出版社,2006
[8] 杨卫华.现场总线网络. 北京:高等教育出版社,2004




