


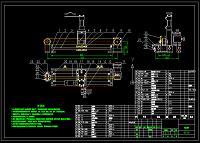
导轨式焊接专机机构设计
摘 要
随着科技的发展,焊接技术成为了当下越来越受欢迎的一门技术。在钢材的的生产加工中,焊接是不可或缺的,比如飞机汽车的制造产业中,没有焊接工艺是无法实现的。所以,随着各项技术的快速发展,国内外的焊接技术也在迅速地发展中。
我这次设计的是导轨式焊机,是一个自动的焊机,它的体型较小,控制简单,智能化程度比较高。
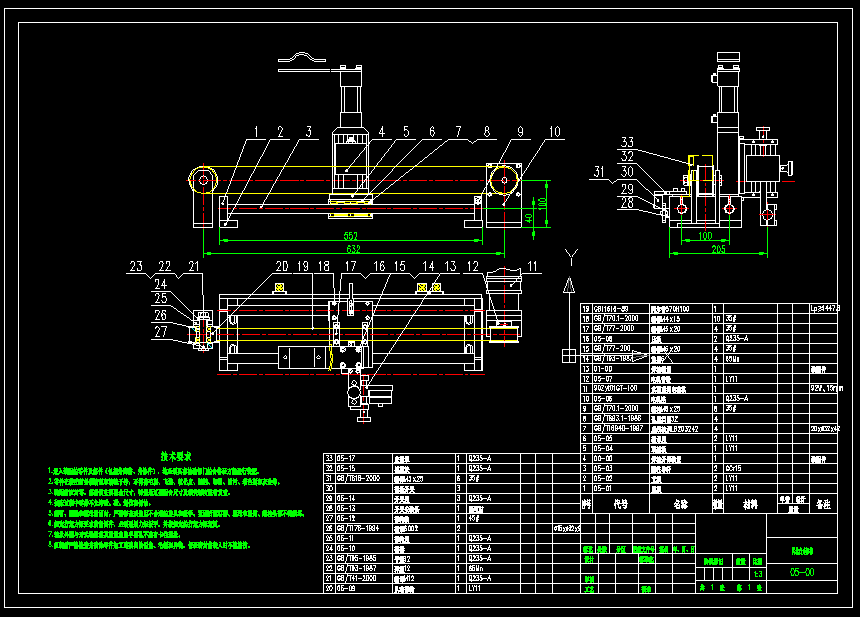
在设计的过程中,首先对点焊机的整体结构进行了规划,然后利用设计出了各个零件的二维图,以及与之相应的工程图。
关键词:焊接技术;导轨焊机;整体结构;绘图软件
第一章 绪论
随着计算机与信息技术的工业应用,促进了传统的点焊机生产向“精量化”的制造方式而转变。
1.1 焊接技术的概述
焊接技术作为制造业的传统基础工艺与技术,在工业中应用的历史并不长,但它的发展却是极其迅速的。在短短的几十年中焊接已在许多工业部门中为工业经济的发展作出了重要贡献,在各个重要的领域像航空航天、造船、汽车、桥梁、电子信息、海洋钻探、高层建筑金属结构中均广泛应用,使焊接成为一种重要制造技术和材料科学的一个重要专业学科,故开创了连接技术的新篇章。
随着科学技术的发展,焊接已经从简单的构件连接方法及毛坯制造手段发展成为制造行业中一项生产尺寸精确的产品生产的手段。因此,保证其焊接产品质量的稳定性和提高劳动生产率已经成为焊接生产发展的急待解决的问题。
在机械制造产业中过去一直用整铸整锻方法来生产大型毛坯改成了焊接结构,这大大的简化了生产工艺,降低了成本。许多尖端技术像宇航、核动力等假如不采用焊接结构,则是不可能实现的。
焊接在整个工业中的地位还可以从这样一个事实来判断,即世界上主要工业国家每年生产的焊接结构约占钢产量的45%左右,且焊接结构之所以有如此迅速的发展是因为它具有一系列优点。下面举例说明一下:与铆接相比它可以节省大量金属材料,大约可减轻15-20%的金属材料,因为它不需要辅助材料,比如角钢、平板,更不需要铆钉,而且柳接件经过很长时间以后有可以会松动,影响质量,但焊接绝是不可能的,虽然只有一道焊缝,但它属于原子结核,所以能够充分的解决一切问题。其次焊接结构生产不需打孔,划线的工作量也比较少,因此比较省工、省时间,工作效率当然就要高多了[1]。
焊接技术与铸造技术是有着较大的区别的。
与铸件相比焊接结构生产不需要制作木模和砂型,也不需要专门熔炼,浇铸,工序简单,生产周期短。这一点对于单件和小批量生产特别明显,换句话说,和铸件相比就是特别的节省时间也就是工作效率高,其次,焊接结构比铸件节省材料,一般情况下,它比铸钢轻20-30%以上,比铸铁件轻50-60%,这主要是因为焊接结构的截面可以按设计的需要来选取,不必象铸件那样因工艺的限制而加大尺寸。因为液体要想让它流动的好充分到位,就必须要有较大的空间,这势必会用到更多的金属材料。比如12000吨水压机的下横梁采用焊接结构,净重260吨而如果采用铸钢件则重量将达470吨,重量减轻将近45%,这是因为铸造毛坯不易保证尺寸精度,顾加工裕量就会非常大,这样所用的液体金属当然就会多许多,而且占用的时间也非常长,这是因为熔化与冷却金属都是要用很长时间的原故,再有焊接车间所需要的设备和厂房投资一般都比生产同样重量毛坏的铸造车间低,它只需要一定的场地和所必要的电源,不需要特别复杂的工艺就可以进行加工,一条焊缝就已经完全解决问题了,所以焊接和铸造比较之下即省工又省料同时又非常经济便宜[7]。
以上对比说明了焊接的质量及其工作效率的优越性。有些构件在某些特定的部位它的材质有特殊的强度要求,就像大型齿轮的轮缘部分,它是必须要用高强度的耐磨优质合金钢,这样才能常时间的使用和保证它的质量,但这种钢材很贵,这就会大大提高了成本,所以其它部分为了节省材料可用一般钢材来制造,这样即提高了齿轮的使用性能,使结实耐磨,又节省了优质钢材降低了成本,这就用到了拼焊的方法,像堆焊与摩擦焊,把工件分别加工后再进行拼接,形成一个很完美的整体,可见这也是很有优势的。
因为以上所介绍的这些焊接的优点,故只要正确的认识和切实的掌握它,并能合理的运用就能够获得高质量的构件,所以焊接是绝对不可替代的并且值得努力发展的一门技术。
1.2 焊接技术的发展趋势
自1959年美国推出世界上第一台Ultimate型机器人以来,工业机器人的数量在世界范围内不断增长,通常他们用在焊接、喷涂、变薄拉伸、装配、拾取搬运、检测和测量中,其中有半数为焊接机器人。在重工业的很多领域中,大直径管道环缝焊需要高劳动强度的手工焊,这对操作者来说需要有严格的技能要求和集中力。由于人们对焊接柔性和焊接产量的高需求和高要求,自动焊接机器人就为很多工业领域提高焊接速度尤其是提高焊接质量提供极大的可能。到目前为止,焊接机器人大致可分为三代:第一代是基于示教再现工作方式的焊接机器人,由于操作简便,不需要环境模型,示教时可修正机械结构带来的误差等特点,在焊接生产中得到大量使用;第二代是基于一定传感器信息的离线编程焊接机器人;第三代是指装有多种传感器,接受作业指令后能根据客观环境自行编程的高度适应智能机器人。焊接机器人主要从事弧焊和点焊工作。弧焊机器人大多采用二氧化碳或二氧化碳与氩、氮混合气体保护。焊接机器人的结构型式,主要有多关节型、直角坐标型、极坐标型和圆柱坐标型四种。点焊机器人以直角坐标型较多;弧焊机器人以多关节型居多。弧焊机器人工作机构一般较点焊的复杂,通常具有五个以上的自由度。目前功能较完善的焊接机器人已具有七个自由度。我国目前研制的焊接机器人,一般均为五个自由度。国外为了提高工件(特别是大型工件)的焊接生产率,十分重视辅助设备的自动化水平,如配备自动更换喷嘴,供应焊丝,监视电弧和过程异常等功能的机构。
通过大力开发高效节能点焊机新技术、新材料、新工艺和新设备、应用机器人技术,灵巧轻便的智能设备及计算机和信息,随着世界制造业的快速发展,焊接技术的应用越来越广泛,焊接技术水平也越来越高。新的焊接工艺方法则不断涌现,专业焊接设备日新月异。与此同时,国内外的焊接设备生产企业也纷纷通过各种方式展示自身的实力,特别表现是其品种繁多的产品和先进的技术。核心技术作用得以显现,数控和电源方面有发展,激光焊接技术成为了一大亮点,机器人的应用普及化。可以认为,世界焊接技术又跨上了一个新的台阶,在高效、自动化、环境友好方面有了新进步;焊接材料种类更丰富,焊接自动化、高效化、清洁化更加突出;焊接技术综合成本更低,焊接对工业的服务更加广泛。同时,焊接中存在的手工、脏乱、粗糙、低速已基本消除,取而代之的是自动、精密、清洁及高效。
目 录
摘 要 I
Abstract II
第一章 绪论 1
1.1 焊接技术的概述 1
1.2 焊接技术的发展趋势 2
1.3 现代焊接技术的运用及特点 3
1.4 做本课题的意义 4
本章小结 4
第二章 导轨式焊接专机总体结构设计 6
2.1导轨式焊机总体要求和技术指标 6
2.2 导轨式焊机总体方案的确定 6
2.3导轨式自动焊机的设计基本思路 6
2.4小车行走机构 7
2.4. 1 基本工作原理 7
2.4.2 行走机构车体设计要点 7
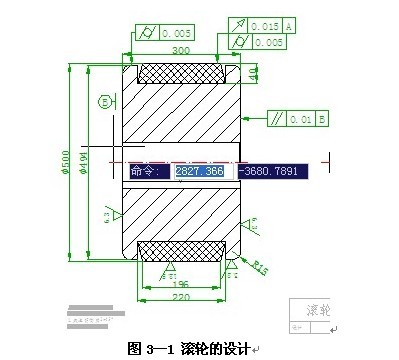
2.4.3 行走机构滚动组件的设计要点 8
2.5 焊丝送进机构 8
2.6 焊枪摆动机构 9
2.7 焊接轨道 10
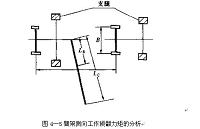
2.8行走机构的设计计算 11
2.8.1 等效负载转矩计算 11
2.8.2 等效转动惯量的计算 12
本章小结 12
3.1 电机的选择 14
3.2 减速器的结构及传动比 15
3.3 送丝机构的机械传动 16
3.3.1 送丝电机的选择 16
3.3.2 减速器 17
3.4 焊枪姿态调整机构的机械传动 17
3.4.1 电机的选择 17
本章小结 18
本章小结 22
结 论 24
参考文献 25
附录: 26
参考文献
(1)机械设计手册编委会.机械设计手册.北京:机械工业出版社,2004.
(2)成大先.机械设计手册(机械传动).北京:化学工业出版社,2004.
(3) 焦向东等.球罐外圆焊接机器人智能控制系统.焊接学报,2000,21(4):1~4.
(4) 朱进满.焊接机器人的应用[J].现代制造,2005,12:42~47.
(5) 张应力,现代焊接技术,金盾出版社2011
(6)郭红星,宋敏,机械设计基础,西安电子科技大学出版社,2006;
(7)陈富安,数控原理与系统,人民邮电出版社,2006;
(8) 蓝汝铭,SolidWorks2005机械设计基础教程,西安电子科技大学出版社,2006;
(9) 罗庚合,黄万长,数控机床故障诊断与维修,国防工业出版社,2010;
(10) 方晨,AutoCAD2007机械制图教程,上海科学普及出版社,2008
(11) 高广镇,田东,段辉,SolidWorks2008机械设计 一册通,电子工业
出版社
(12) 焊接技术,电子资料
(13) 嵇宁,数控加工编程与操作,高等教育出版社,2008
(14) W.-S Yoo,J.-D. Kim,S.-J. Na.A Study on A Mobile Platform-manipulator Welding System for Horizontal Fillet Joints[J].Mechatronics,2001,11:853~868.
http://www.bysj1.com/html/4939.html http://www.bysj1.com/




