


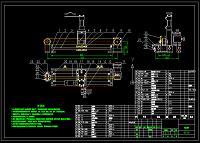
储罐焊接工艺编制的设计
摘 要
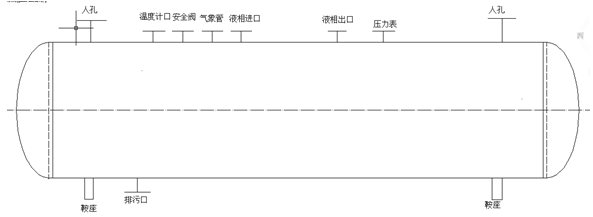
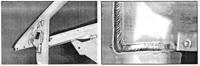
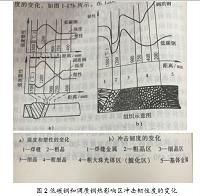
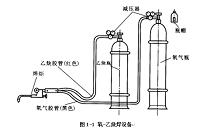
液化石油气储罐是盛装液化石油气的常用设备,由于该气体具有易燃易爆的特点,因此在设计这种储罐时,要注意安全与防火,和在制造、安装等方面的特点。卧式储罐结构设计是以应力分析为主要途径,以材料力学为基础,对容器的各个主要受压部分进行设计。利用ANSYS软件对进行静力学应力、应变模拟分析,得出的应力作用下的较为精确详尽的储罐响应结果,直观的再现了储油罐在应力作用下的受力情况和薄弱环节,从为储罐的设计提供了可靠的依据。在焊接过程中,采用多层多道焊,选择合理的焊接工艺措施,如控制焊接电流、电弧电压,选择材料、破口形式、焊丝焊剂、焊条等,不但能控制结构的焊接变形和应力,而且能保证焊缝的组织和性能,有效提高压力容器的品质。此外,除第一层打底焊外,每层都要捶击消除应力,每道焊缝都要清渣,防止夹渣,焊缝要圆滑过渡,防止应力集中。同时,在工程预算方面,从原材料花费、焊接相关花费、人工费几个方面进行统计估算。
关键词:卧式储罐,结构设计,模拟分析,焊接工艺,工程预算
OIL TANK STRUCTURE DESIGN
ABSTRACT
Liquefied petroleum gas storage tank is holding the commonly used equipment, liquefied petroleum gas (LPG) due to the characteristics of the gas is flammable and explosive, so in the design of the tank, pay attention to the safety and fire protection, and in the aspect of manufacture, installation, etc. Horizontal tank structure design is based on stress analysis as the main way, on the basis of mechanics of materials, to design the main compression portion of the container. Using ANSYS software to the stress, strain simulation statics analysis, it is concluded that the stress under the action of response result more accurate and detailed tank, intuitive reproduce the force of the oil tank under the effect of stress and the weak link, from the design provides a reliable basis for storage tank. In the welding process, the use of multi-layer welding, multichannel selecting rational welding process measures,Such as control welding current, arc voltage, material selection, crevasse form, flux welding wire, welding wire, etc., not only can control the welding deformation and stress of structure, and can guarantee organization and properties of the weld, effectively improve the quality of the pressure vessel. In addition, in addition to the first layer of backing welding, each layer to thump of eliminating stress and every way weld slag removal, preventing slag, weld to smooth the transition, prevent stress concentration. At the same time, in the aspect of engineering budget, from raw materials costs, welding related costs and labor statistical estimation.
KEY WORDS: Horizontal tank,Structure design,Simulation analysis, Welding process,Project budg
专业设计任务书 1
摘 要 2
ABSTRACT 3
第一章 设计参数的选择 6
1.1液化石油气参数的确定 6
1.2设计温度 6
1.3设计压力 6
1.4 设计储量 7
1.5 主要元件材料的选择 8
1.5.1筒体材料的选择 8
1.5.2鞍座材料的选择 8
1.5.3地脚螺栓的材料选择 8
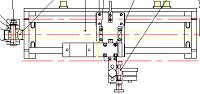
第二章 容器的结构设计 9
2.1筒体和封头的设计 9
2.1.1 筒体设计 9
2.1.2封头设计 9
2.3筒体厚度计算 10
2.4封头厚度计算 10
第三章 零部件的确定 12
3.1开孔和选取法兰分析 12
3.1.1人孔的设计 12
3.1.2 接管和法兰 13
3.1.3 垫片 15
3.1.4 螺栓(螺柱)的选择 15
3.1.5液位计的设计 16
3.2鞍座选型和结构设计 17
3.2.1鞍座选型 17
3.2.2 鞍座位置的确定 18
3.3开孔补强 19
3.3.1补强及补强方法判别 19
3.3.2开孔所需补强面积 20
3.3.3有效补强范围 20
3.3.4有效补强面积 21
第四章 应力校核 23
4.1 圆筒轴向弯矩计算 23
4.1.1 圆筒中间截面上的轴向弯矩 23
4.1.2 支座截面处的弯矩 24
4.2 圆筒轴向应力计算并校核 25
4.2.1 圆筒中间截面上的轴向应力 25
4.2.2 由压力及轴向弯矩引起的轴向应力计算并校核 25
4.2.3 圆筒轴向应力校核 26
4.3 切向剪应力的计算及校核 26
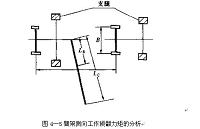
4.4 鞍座应力计算并校核 27
4.5地震引起的地脚螺栓应力 29
4.5.1倾覆力矩计算 29
4.5.2由倾覆力矩引起的地脚螺栓拉应力 30
4.5.3由地震引起的地脚螺栓剪应力 30
第五章 水压数值模拟 31
5.1设定分析作业名和标题 31
5.1.1 定义工作文件名 31
5.1.2 定义工作标题 31
5.1.3 更改工作文件储存路径 31
5.1.4 定义分析类型 31
5.2实体建模 31
5.2.1 生成椭圆封头截面 31
5.2.2 建立椭圆局部坐标系 31
5.2.3 生成成容圆柱部分截面 31
5.2.4生成1/4罐体 32
5.2.5 工作平面旋转 32
5.2.6 激活总体直角坐标系,映射几何体 33
5.3网格划分 33
5.3.1 定义单元类型 33
5.3.2 选择单元体 33
5.3.3 定义材料属性 33
5.3.4 切分容器罐模型 34
5.3.5 自定义网格 34
5.4添加位置约束 35
5.4.1 设计压力为1.77MPA的模拟过程 35
5.4.2 最高工作压力为1.6MPA的模拟过程 36
5.5求解 37
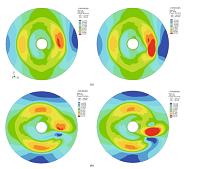
5.6后处理查看变形图 37
5.6.1 设计压力为1.77MPA的后处理模拟 37
5.6.2 最高工作压力为1.6MPA的后处理模拟 41
5.7结论 45
第六章 焊接工艺参数的选择 46
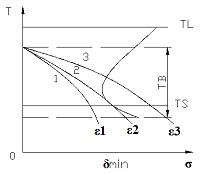
6.1母材焊接性 46
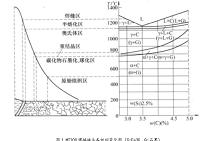
6.2母材碳当量估测 46
第七章 焊接方法的选择 47
7.1 焊接方法的选择 47
7.2焊接设备 47
7.2.1手弧焊机 47
7.2.2埋弧焊机 48
第八章 焊接材料选择 50
8.1焊接材料选用原则 50
8.2焊条电弧焊焊接材料 51
8.3埋弧焊焊接材料选择 51
8.3.1焊丝的选择 51
8.3.2焊剂的选择 52
第9章 焊接工艺参数的选择 53
9.1埋弧焊工艺参数的选择 53
9.1.1焊接电流 53
9.1.2电弧电压 53
9.1.3焊接速度 53
9.1.4焊丝直径与伸出长度 53
9.1.5其他 53
9.2焊条电弧焊焊接工艺参数选择 54
9.2.1确定焊条直径 54
9.2.2焊接电流的确定 54
9.2.3焊接电压的确定 55
9.2.4焊接速度V的确定 55
9.2.5层数的确定 55
9.2.6焊钳,焊接电缆的确定 56
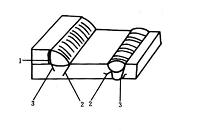
第十章 焊接顺序 57
10.1焊缝位置及说明 57
10.2焊接顺序 58
第十一章 焊接工艺 59
11.1铁板弯曲成筒的焊接焊缝 59
11.1.1 工艺要求 59
11.1.2 工艺顺序 59
11.2筒体环向焊缝 60
11.2.1 工艺要求 60
11.2.2 工艺顺序 60
11.2.3焊接操作 60
11.3法兰与接管焊缝 61
11.4筒体与接管焊缝 63
第十二章 焊材的消耗及造价 65
12.1原材料花费 65
12.2 焊接相关花费 65
12.3人工花费 66
12.4工程预算表 66
第十三章 焊接工艺实施阶段 68
13.1 焊前准备 68
13.2成型 68
13.2.1 筒体成型(卷板) 68
13.2.2 封头 69
13.3 焊后处理 70
13.3.1检验 70
13.3.2技术要求 70
13.3.3焊后热处理 71
13.3.4涂装 71
13.3.5返修 71
结论 72
参考文献 73
谢 辞 74
参考文献
【1】全国压力容器标准化技术委员会,JB/T 4709—2007 《钢制压力容器焊接规程》
【2】国家质量技术监督局,HG/T20592-20635-2009《钢制管法兰、垫片、紧固件》
【3】国家质量监督检验检疫总局,GB150-2010,《固定式压力容器》
【4】JB/T4712.1-4712.4-2007《容器支座》,新华出版社
【5】王非,《化工压力容器》,北京:化学工业出版社,2013
【6】中国石化集团上海工程有限公司,《化学工艺设计手册》,化学工业出版社,2009.6
【7】喻键良,《化工设备机械基础》,大连理工大学出版社,2009.7
【8】董大勤,《压力容器与化工设备实用手册》,化学工业出版社,2002
【9】HG/T 20592-97《钢制管法兰》
【10】贺匡国,《化工容器及设备设计简明手册》,化学工业出版社,2002
【11】标准JB 4731 《钢制卧式容器》
【12】王学生,《化工设备设计》,华东理工大学出版社,2011
【13】 陈裕川,王同芬,黄锦耀《焊接结构制造工艺使用手册》,2012年8月第1版,机械工业出版社
【14】龙伟民,陈永《焊接材料手册》,2014年第8版,机械工业出版社
【15】陈裕川,王琰,吴祖乾《现代焊接生产实用手册》,2005年5月,第1版,机械工业出版社
【16】 陈强,吴毅雄,邹增大《焊接手册(第三版).第一卷.焊接方法及设备》,2008年1月第3版,机械工业出版社
【17】 陈强,吴毅雄,邹增大《焊接手册(第三版).第二卷.材料的焊接》2008年1月第3版,机械工业出版社
【18】 陈强,吴毅雄,邹增大《焊接手册(第三版).第三卷.焊接结构 》2008年1月第3版,机械工业出版社
【19】全国压力容器标准化技术委员会,JB/T 4709—2007 《钢制压力容器焊接规程》
【20】国家质量监督检验检疫总局,GB150-2010,《固定式压力容器》
http://www.bysj1.com/ http://www.bysj1.com/html/5215.html http://www.bysj1.com



