


纯铝MIG焊的焊接工艺实验研究
摘 要
纯铝具有良好的物理力学性能:易加工、耐久性高、适用范围广、装饰效果好、花色丰富。由于铝的优秀性能,铝越来越多的用于机械制造行业. 随之而来的是对铝焊接的要求也越来越高.
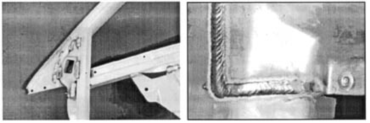
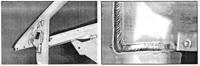
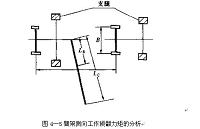
目前国外MIG焊铝的技术工艺日趋成熟, 主要用于全焊接游轮, 火车及汽车箱体, 摩托车架, 压力容器, 工作平台, 飞机等。在飞机、汽车和机车车辆等制造业中,为了减轻运载工具的自重,提高运载能力,越来越多地采用轻金属合金与薄壁型轻量化结构。尤其在飞机蒙皮、筋板等制造中,采用焊接代替传统的铆接工艺,减重效果显著。然而由于铝特性及T型接头结构特点,无论传统焊接还是先进的激光焊接都遇到了焊缝气孔、裂纹、变形等依靠单独焊接方式难以解决的问题。
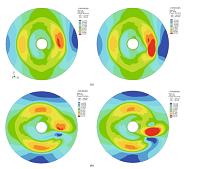
本文将主要研究焊接速度、焊接电流以及频率的变化对焊接外观造成的影响,从而找到最合适的焊接参数。本文包括三组实验,分别对焊接速度、焊接电流以及频率的影响作了详细的分析,比较各个参数对焊缝的影响,最终通过实验优化了纯铝MIG焊的焊接工艺。实验证明:焊接2.8mm的1630铝板时,焊接速度为35cm/min,焊接电流为77 A,频率为1.5 Hz时,为较佳工艺。
关键词:铝;熔化极氩弧焊;焊接工艺
Abstract
Has good physical and mechanical properties of pure aluminum: easy processing, high durability for a wide range of decorative effect, and rich colors. Due to the excellent performance of aluminum, aluminum, more and more used in the machinery manufacturing industry, followed by increasingly high requirements for aluminum welding.
Foreign MIG welding aluminum technology matures, mainly for the all-welded cruise ships, trains and car box, motorcycle frames, pressure vessels, work platform, aircraft. In the manufacturing of airplanes, cars and rolling stock, in order to reduce the weight of the means of delivery, to improve the carrying capacity, more and more lightweight construction of light metal alloys and thin-walled type. Especially in the manufacturing of aircraft skin, ribs, using welding instead of riveting, significant weight loss. However, due to the aluminum features and T-joint structural characteristics, regardless of traditional welding or laser welding encountered weld pores, cracks, deformation, etc. rely on a separate welding difficult problem to solve.
This article will mainly study the welding speed, welding current and frequency changes caused by the welding appearance in order to find the most suitable welding parameters. In this paper a total of three sets of experiments, made a detailed analysis of the change of welding speed, welding current, and frequency, respectively, the final experiments to optimize the welding of pure aluminum MIG welding process, the results show: welding speed 35cm/min, welding speed 77 A,, frequency of 1.5 Hz, better technology.
Keywords: Aluminum; Melting Inert Gas;Welding process
目录
摘 要 1
Abstract 2
第一章 绪 论 1
1.1 引言 1
1.2 铝及铝合金简介 5
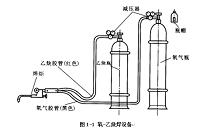
1.3 熔化极氩弧焊简介 6
1.3.1 熔化极氩弧焊的工作原理 7
1.3.2 熔化极氩弧焊的特点 7
1.3.3 熔化极氩弧焊的应用 8
第二章 实验材料设备及方法 8
2.1 实验方法的确定 8
2.2 实验设备 9
2.2.1 福尼斯TPS2700气体保焊机 9
2.2.2 汉诺威焊接质量分析仪 10
2.3 实验材料 11
2.4 其他焊接条件 11
2.5 实验方法与内容 11
第三章 实验结果与分析 12
3.1 焊接速度变化对焊缝形貌的影响 12
3.2 焊接电流变化对焊缝形貌的影响 15
3.3 脉冲变化对焊缝形貌的影响 17
第四章 结 论 22
参考文献 23
谢 辞 25
参考文献
[1]张屹林,王洪民,王海涛.汽车轻量化与铝[J].内燃机配件.2004,17(5):15-16
[2]杨淑芳,楼松年,薛小怀.铝焊接技术[J].造船技术.2003,32(5):23-28
[3]刘静安.汽车工业用铝材的开发应用趋势与对策[J].铝加工,2002,25(5):1-6
[4]关绍康,姚波,王迎新.汽车铝车身板材的研究现状及发展趋势[J].机械工程材料.2001。25(5):12-14
[5]王柏龄.全铝车身的研究与发展[J].汽车工业研究.2001,19(6):31-33
[6]牛得田.铝车体在轨道车辆上的应用及展望[J].机车车辆工艺,2003,32(3):1-2
[7]吴雅舒,王炎金,赵强.铝高速客车加工与焊接技术研究[J].电焊机,1999,29(2):1-3
[8] Merklein M,Geiger M.New materials and production technologies for innovative lightweight constructions[J].Journal of Materials Processing Technology.2002,45(5):532-536
[9] Asnafi N.Langstedt G A new lightweight metal composite metal panel forapplications in the automotive and other industries[J].2000,36(3):289-310
[10]Josep c,Benedyk K Light metals in automotive applications[J].Light metal age,2000,10(2):34-35
[11]郑强,陈康华,刘红卫,等.浅谈铝的焊接[J].铝加工,2003,(5):49-52
[12]杨宗辉,孙孝纯.现代铝焊接技术[J].铝,2003,(6):19-24
[16]王元良,周友龙,胡久富.铝运载工具轻量化及其焊接新技术的发展[J].电焊机,2005,35(9):14-18
[13]边美华,许先果.铝复合焊接技术的发展现状[J].电焊机,2005,35(8):29-32
[14]王建军,林涛,陈善本,等.基于视觉技术的铝TIG焊接过程自适应控制[J].焊接学报,2003,24(4):18-24
[15]刘静安.汽车工业用铝材的开发应用趋势与对策[C]。铝加工,2002,25(5):1-6
[16]关绍康,姚波,王迎新.汽车铝车身板材的研究现状及发展趋势[J].机械工程材料,2001,25(5):12-14
[17]王柏龄.全铝车身的研究与发展[J].汽车工业研究,2001,19(6):31-33
[18]杨淑芳,楼松年,薛小怀.铝焊接技术[J].造船技术,2003,32(5):23-28
[19]张志勇,田志凌,彭云.铝先进焊接工艺川[J].焊接,2003,28(7):17-19
[20]吴开源,陆沛涛,李阳,等. 脉冲MIG焊控制的研究现状与展望[J1.电焊机,2003,33(2):
[21] Paul Drews, Gunther Starke.Welding in The Century of Information Technology[J].Welding in the World,1994,34:1-20
[22] Bob Inring.Sensor and Control Continue to Close the Loop in Arc Welding[J]. Welding Journal,1999,78(5):31-36
[23]潘际銮.二十一世纪焊接科学研究的展望[J].见:第九次全国焊接会议论文集.哈尔滨:黑龙江人民出版社,1999,1.17
[24]林尚扬,陈善本,等.焊接机器人及其应用[J].北京:机械工业出版社,2000:10-50
[25]蒋新松.未来机器人技术发展方向的探讨[J].机器人,1996,18(5):287-291
[26]吴林,陈善本,等.智能化焊接技术[J].北京:国防工业出版社,2000:1-30
[27]陈善本,吴林.我国机器人焊接技术研究与应用概况[J].焊接,1997(11/12):2-5
http://www.bysj1.com/ http://www.bysj1.com/html/5215.html http://www.bysj1.com



