


管线焊接模拟分析
摘 要:X80直缝埋弧焊管属于管道钢的新技术产品,通过研究其残余应力,从而可以提高其使用效率及寿命,使管道建设降低成本和损失,获得更好的经济效益。
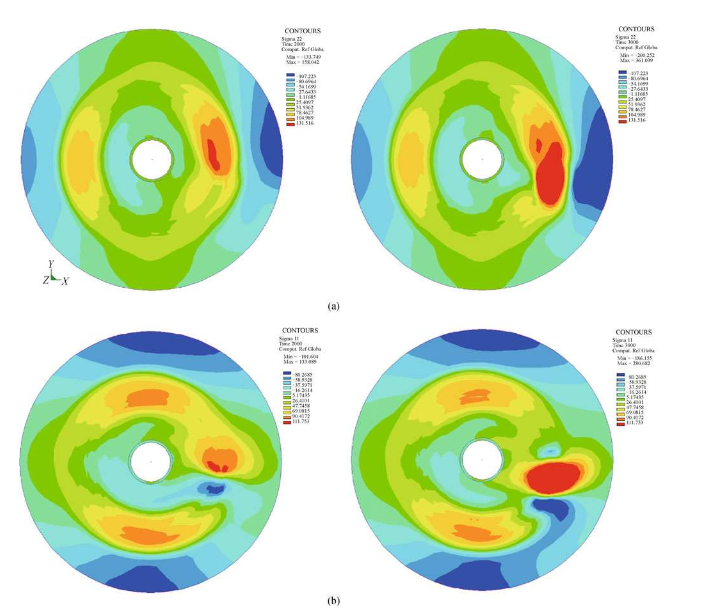
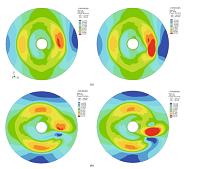
文中采用了盲孔法进行对X80直缝埋弧焊管焊接残余应力的测试分析,通过对实验数据及其平面图形的分析,从而了解其焊缝接头周围的轴向残余应力和周向残余应力的数值及分布情况,判断其分布规律。通过实验分析,得知X80直缝埋弧焊管的内表面及其外表面的焊缝接头周围的轴向残余应力和周向残余应力的峰值,并通过分析得出其分布曲线,明了其分布规律。
关键词:残余应力;盲孔法;轴向;周向
The X80 straight seam submerged arc welded pipe welding residual stress test analysis
Abstract:X80 LSAW belonging to new technology products of steel pipes.Through the study of residual stresses,could improve its efficiency and lifetime,make pipeline construction to reduce costs and losses,obtain better economic.This paper uses a blind hole method for X80 LSAW pipe welding residual stress test analysis,Of experimental data and analysis of shapes,To understand the weld joints around the axial and circumferential residual stress value and the residual stress distribution,to determine its distribution.Through experimental analysis,Learning X80LSAW pipeinner surfaceandan outer surfaceof theweld jointaround theaxial residualstressand circumferentialresidual stresspeak,By analyzing theresultsof itsdistribution curve,acknowledges itsdistribution.
Key words: Residual stress;Blind - Hole Method; Axial ;Circumferential
目 录
1 绪 论 1
1.1 研究背景及意义 1
1.2 X80直缝埋弧焊管 2
1.2.1 高钢级管线钢发展应用概况 2
1.2.2 X80级管线钢力学性能 3
1.2.3 X80直缝埋弧焊管焊接工艺 4
1.2.4 X80管线钢的焊接性分析 4
1.2.5 X80级管线钢相关技术问题 5
2 焊接残余应力简介 7
2.1 焊接残余应力概述 7
2.2 焊接残余应力的产生原因 7
2.3 残余应力的影响 9
2.4 消除残余应力的方法 10
2.5 残余应力的测量方法 11
2.5.1 传统的残余应力测量方法 11
2.5.2 新型的残余应力测量方法 13
2.5.3 残余应力测量的发展趋势分析 14
3 残余应力测试实验 16
3.1 实验方案 17
3.2 盲孔法测定残余应力 19
3.2.1 实验装置及材料 19
3.2.2 盲孔法测残余应力的原理 19
4 SYSWELD模拟分析 23
4.2 SYSWELD数值模型及验证 23
4.2.1 模型理论 23
4.2.2 模型的简化及建立 24
4.2.3 实验验证 25
4.3 结果及讨论 25
4.3.1 焊接结构的影响 25
4.3.2焊缝终点的影响及相应的热输入 26
4.3.3 焊接顺序的影响 27
4.3.4时间间隔的影响 28
4.3.5 预热的影响 28
4.3.6补焊的影响 29
5 实验数据整理及结果分析 31
5.1 实验数据整理 31
5.2 实验结果分析 31
5.3 实验误差分析 34
总结 35
参考文献 36
致 谢 37
参考文献
[1]郑磊. 高等级管线钢的发展现状.[J].钢铁.2006,41(10).
[2]黄开文. 国外高钢级管线钢的研究与使用情况.[J]焊管.2003,26(3);1-9.
[3]李小红,辛希贤. 高钢级天然气输送管线钢强度特性.[J].焊管,2004, 27( 3) :85-89.
[4]Hiroyuki Makino, Izumi Takeuchi. Fracture propagation and arrest of gas transmission pipelines by X80 and X120//Seminar Forum of X80/X120 Grade High Performance Pipe Steel.Beijing,China:Petroleum Storage & Transportation Committee of Chinese Petroleum Spciety,2005:262-288.
[5]张庆国. 管线钢的发展趋势及生产工艺评述.[J].2003,137(5);12-16.
[6]Aristotele R, Divito L F, Barsanti L. Welding X80 steels for gas pipelines[J].Welding International 2004,18(11):877-882.
[7]Hudson M, Blackman S, Hammond J, et al. Girth welding of X80 pipelinesteel[C]//International Pip eline Conference (IPC 02) Calgary. Canada, 2002.
[8]李志华. 俄罗斯泰纳线输油管线工程用K60级直缝埋弧焊管的残余应力测试分析. [J].钢管.2008,37(4);19-21.
[9]刘倩. 大口径直缝埋弧焊管内的残余应力.[J].化工机械.2005,32(6);371-374.
[10]翁梅. 残余应力影响及消除方法.[J].技术创新.2010.
[11]王庆光. 残余应力检测技术及其应用.[J].重型机械科技, 2002 (4) : 39 - 41.
[12]张持重,等. 采用X射线法测算金属材料内部残余应力的研究.[J].吉林化工学院学报, 2001 ( 4) : 73 -75.
[13]王威,王社良,徐金兰.磁测残余应力方法及特点对比.[J].建筑技术开发,2005 (2) : 18 - 22.
[14]Shuh-YiWang, Yaw-Temg Su. An investigation on machinability of different materials by hydrodynamic polishing process [J] .Wear, 1997, 211: 185-191.
[15]L. D. Pollinger, C. B. Zarowin. Rapid nonmechanical damage-free figuring of optical surface using plasm-ma-assisted etching (PACE) [J] .SPIE, 1988, 988; 82-97.
[16]王威,王社良,徐金兰. 磁测残余应力方法及特点对比.[ J ].建筑技术开发, 2005 (2) : 18 - 22.
[17]B.R.Rogers, T.S.Cale. Plasma processes micro-electronic device muuanufacturing [J] .Vacuum, 2002, 65: 267-279.
http://www.bysj1.com/ http://www.bysj1.com/html/5215.html http://www.bysj1.com/html/1215.html



