





















直线导轨工艺流程的设计 第一章 引言
本次毕业设计的目的是围绕直线导轨工艺流程探索而展开的,基于THK直线导轨工艺流程资料,引申而出。直线导轨是很多设备,尤其是数控设备必须的硬件,而此部分硬件的精度直接影响设备特别是数控设备的加工精度,而在现代社会,所需零件的精度要求越来越高,这就要求直线导轨的精度必须很高。工艺流程则是保证精度的最重要的因素,每一步,每一个小细节都会影响零件的加工精度。所以现在我要进一步改进直线导轨工艺流程,从它的加工的质量、加工的步骤,加工的效率、加工精度着手,提高产品质量。直线导轨是加工中常见的机械部件,本部件要注意尺寸精度以及钢材质量, 对工艺步骤要求极为严格, 而我国大部分的直线导轨工厂在工艺在流程上已经远远的落后了, 所以, 本人通过在企业的学习及其资料加上自己的理解作出改进工艺流程,主要改进多余的,重复的工艺流程。我们知道,事实上,每多一步,就会增加不必要人力物力费,在这个追求利益最大化的社会,开源节流,不必要的浪费,对企业来说无疑不想看到的。
从数控设备着手,直线导轨的好坏直接决定机床设备好坏。 近年来,我国直线导轨顺差较大,直线导轨进出口总量不断增加,据统计,2006年我国直线导轨工具行业累计实现进出口总额141.48亿美元,同比增长11.65%。其中进口额108.81亿美元,同比增长11.78%;出口额32.67亿美元,同比增长11.21%。总的来说“高端失守、低端混战”的局面虽有较大改观,但“高档精加工靠进口,中低档粗加工靠国内”的市场心态并没有多少明显的变化。
但2008年以来,在国内整个机械行业市场遭遇下滑的景况下,从经济发展的大局看,人民币升值的压力下,出口必然也受到抑制。我国所生产的直线导轨,面对国际先进的直线导轨冲击,腹背受敌。面临这种残酷的市场形势,经济增长方式也面临迫切的调整要求,产业升级、出口产品升级成为必然选择。
对直线导轨工具行业而言,国产直线导轨市场占有率一直很低,国内直线导轨消费产值的一半都来自于进口,且进口多以高档数控直线导轨、加工中心为主。这意味着,对国内企业而言,顺利实现进口替代将不再只是一句口号,它将直接关系到企业的生死存亡。
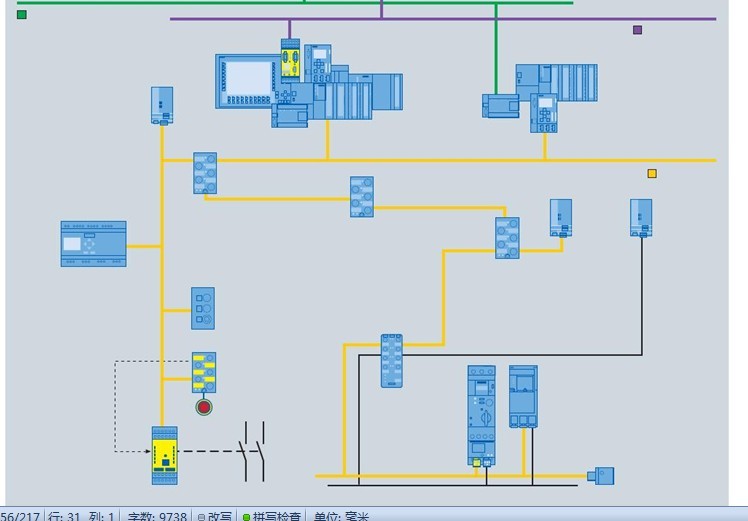
“进·根据图形采取合理的加工工艺,以及其相关的内容作出如下为工艺流程
目录
第一章 引言 1
第二章 工艺流程 2
2.1平面磨削 2
2.2滑块磨削 3
2.3热处理 5
2.4资材检验 5
2.5组装 5
2.6最终检查 6
2.7 QC工程图 6
结论 15
毕业设计总结 15
致谢 16
外文翻译 17滑块磨削
滑块精粗加工
滑块入厂检查。外观,型号,数量,材质,钢号,作号,尺寸检查(某些特殊型号,例如THK hsr45),并附检查成绩表。检查包装是否完好,有无破损,有无有害划伤,材料不良,锈,毛刺,倒角,检查外包包装说明与实物是否相符。
原材料入仓库。检查型号,长度,数量,并检查是否与现品票一致
滑块切断。使用带锯床,主要包括切断尺寸,垂直度,外观。并检查所述是否与现货票一致,检查有无有害划伤,材料不良,锈。公差在0.6mm以内,使用游标卡尺,直角规,间隙片。检查尺寸
半成品仓库。数量,型号,批次,根据制造现货票,半成品入出库票对照检查
按客户要求安装尺寸。NC铣床,要求,外观,腹部厚,全高,平行度数量型号并保证公差在正负0.02mm以内,使用量块粗糙度,游标卡尺,百分表,高度规,十平台。
确定滑块全长。双头铣床,主要保证外观,检查数量,型号,保证加工面粗糙度再合适的范围以内。全长尺寸,倾斜度保持在正负0.03mm.该工序要用到的工具为直角测定夹具,百分表,直角规,v形挡块,石平台,量块,高度规
滑块孔加工。主要内容为:各孔倒角大小,上下挡板安装孔,客户安装孔,端盖安装孔。贯通孔,沉孔位置,。根据型号取长度,倾斜度公差保持在正负0.03mm,并检查外观看有无有害划伤,锈,毛刺等,根据制造工序票检查型号,数量
滑块铣加工。加工中心检查有无有害划伤,锈,毛刺等,加工沟槽,根据尺寸型号,设计图纸。此工序要用到的仪器是销规,量块,游标卡尺,百分表,高度规,石平台
滑块铰刀加工。此工序主要为铰孔。铰为贯通孔,根据图纸。并检查外观,数量,型号。有无有害划伤,并根据现品票检查型号数量
10.追加工。使用台钻加工中心。根据图纸,加工特殊工部。依然检查外观,看有无有害划伤,锈,毛刺等。根据制造工序票检查数量型号。此工序要用到的仪器是,通止规,游标卡尺,间距卡尺
真空——渗碳淬火。(此部分属于热处理工序)。使用真空渗碳炉,真空清洗机,回火炉。主要为保证沟道有效硬化深度,芯部硬度,表面硬度。检查上表面的平行度,内径的公差,全长,外观,看有无有害划伤,裂纹。并根据制造工序票检查核对数量,型号。此工序要用到的测量仪器为:光学金相显微镜,维氏硬度记,洛氏硬度计,百分表,刻度盘比较仪,刻度盘支架,石平台,外径千分尺。此为之前热处理工序。并天高空作业表,填写确性试验结果报告书,真空渗碳硬度检查表。
滑块平面磨削。保证W面精度尺寸。使用双头磨床。此工序属于精加工。保证外观无黑皮,高频震纹,磨削烧伤,材料裂纹,锈等。根据制造工序票确定数量,型号,间隙,精度等级。根据图表满足各部位尺寸。保证表面粗糙粗外Ra1.6,机械精度在0.030mm以内。此工序要使用的仪器为销规,垂直测定器,千分表,标准量块,V形挡块。
滑块沟道磨削。主要磨削滑块沟道。专用磨削机床,此工序所需要的文件为图纸,制造工序票。数量,型号,间隙,精度等级,配套编号。保证外观没有黑皮残留,没有高频震纹,没有磨削烧伤,没有机床咬痕。可人工检查即两点接触。根据图纸加工各部位尺寸,主要磨削W,W2尺寸,如有必要修行。根据要求保证沟道及其平面粗糙度。机械精度躁0.01mm以内。此工序要使用的测量仪器为销规,杠杆千分尺,标准量块,平台,V形挡块,调整用滑块,数显千分尺,倾斜测定器,轮廓测定机,表面粗糙度测定机。
滑块磨削并完成进入仓库。根据制造工序票,主要检查数量,型号
滑块清洗。使用滑块清洗机。根据制造工序票,按照不同型号清洗。并检查外观有无划伤,材料不良,并确认洗净效果
BC磨削。此为追加工,属于精加工,主要保证更高品质的精度尺寸要求。主要确保W,W2尺寸。保证表面粗糙度在规定范围内。确定检查外观看有无损害,锈等。数量,型号,精度等级等按照制造工序票检查。机械精度保证在合适的范围内。此工序需要使用的测量仪器为,杠杆千分尺,滑块量规,外径千分尺,表面粗糙度测定机。



