



C型砂型硬度计显示方法改造
摘要:硬度计在生产起着至关重要的作用,硬度计的好坏以及使用的便利性决定着产品的质量与数量,在传统的硬度计中一般较大,使用不便,其多数都是指针式的,所以,将其改为LED显现将使其使用更加的方便。
关键词:砂型硬度计 C8051F350 电源管理 串行通信
Abstract:Hardness tester play a vital role in production, the stand or fall of hardness tester and the use of the convenience of determines the quantity and quality of products, in the traditional hardness tester, generally larger, difficult to use, the majority is a pointer, so it is changed to LED show will make its use more convenient.
Keywords: sand mold hardness tester C8051F350 serial communication power supply management
目 录
一 绪论
1.1 课题的目的、来源及意义 ...................................................................(1)
1.2 砂型硬度计测试原理 ...........................................................................(1)
1.3课题的主要任务及内容 ........................................................................(2)
1.4课题的主要任务及内容.........................................................................(3)
二 砂型硬度计的传感器选择
2.1 传感器的选择....................................................................................... (4)
2.2 砂型硬度计整体装配图………. ..............................................................(6)
2.3 本章小结................................................................................................(6)
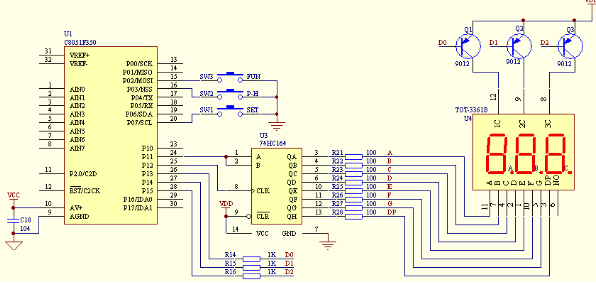
三 速显砂型硬度计硬件选用
3.1 砂型硬度计总体选用.............................................................................(7)
3.2 主控 MCU 选型及选用 .......................................................................(7)
3.3 砂型硬度计电源管理系统选用 ...........................................................(9)
3.4 砂型硬度计测力系统选用 ..................................................................(12)
3.5 单片机 UART 通信转 USB 通信接口电路选用.................................(12)
3.6 人机界面电路选用 ..............................................................................(14)
3.7 实时时钟电路选用................................................................................(15)
3.8 本章小结................................................................................................(16)
四 速显砂型硬度计控制软件
4.1 单片机下位机控制软件编制 ...............................................................(17)
4.2PC 上位机控制软件选用........................................................................(26)
4.3 本章小结................................................................................................(29)
五 速显砂型硬度计控制系统的软硬件调试
5.1 砂型硬度计的硬件部分调试 ...............................................................(30)
5.2 砂型硬度计的软件部分调试 ...............................................................(30)
5.3 砂型硬度计硬件抗干扰措施 ...............................................................(30)
5.4 砂型硬度计软件抗干扰措施 ...............................................................(31)
5.6 本章小结................................................................................................(31)
六 结论与展望
6.1 结论........................................................................................................(32)
6.2 展望........................................................................................................(32)
参考文献.......................................................................................................(33)
绪论
1.1课题的目的、来源及意义
在现代砂型铸造生产中,型砂的质量的好坏对铸件的质量有着极其重要的影响,在实际生产过程中,型砂的质量主要通过检测型砂的硬度、含水量和透气性开控制。对于已经制定好的砂型,以上的要素都不方便检测。而检测砂型表面硬度不但简单方便而且有利于保护砂型。根据硬度与其三要素的关系,判断砂型质量的好坏。因此测量砂型硬度被广泛的运用于砂型质量的测定。砂型表面硬度是指紧实后的砂
参考文献
[1] 胡彭生.型砂(第二版)[M].上海:上海科学技术出版社,1994
[2] 孙国雄.中国铸造业发展的最佳时期与面临的挑战[J].:中国机械工程学会铸造分会.2007 中国铸造活动周论文集.武汉:铸造杂志社,2007.10
[3] Jack H.Schaum.State of the Technology in Casting Process.Foundry Technology Source Book[M],1985
[4] A.G. Fuller.Casting Quality Control.Foundry Technology Source Book [M], 1985
[5] A. J.CLEGG..The Green Sand Molding Process.Precision Casting Processes,1991
[6] 王文清,李魁盛.铸造工艺学[M].北京:机械工业出版社,1998
[7] S.Sulaiman,M.Sayuti, R.Samin.Mechanical properties of the as-cast quartz [J]
particulate reinforced LM6 alloy matrix composites.Journal of Materials Processing
Technology[J],201 (2008)
[8] Yasuhiro Maedaa,Yosuke Maruokaa,etc.Squeeze molding simulation using the
distinct element method considering green sand properties . Journal of Materials
Processing Technology[J],135 (2003)
[9] P. Boey,W. Ho,S.J. Bull.The effect of temperature on the abrasive wear of coatings and hybrid surface treatments for injection-moulding machines.Available online[J] 6 November 2004
[10] 陈士梁,何在义,谢祖锡.湿砂型表面硬度计测值范围实用性的探讨和 D 型湿砂型表面硬度计的设计.沈阳机电学院学报[J],1983 年,第 4 期总第 18 期
[11] 谢祖锡,陈士梁,何在义. D 型湿砂型表面硬度计的定型设计沈阳机电学院学报[J],1985.06,第 7 卷第 2 期总第 24 期
[12] H.W.Dietert,Moldabilitu and mold control,Transaction of AFS[J],1962,Vol. 70
[13] C.A.Sanders.Isdensity more important now?.Transaction of AFS[J],1963,Vol. 71
[14] J.G.Outhwaite.Clay-Bonded Foundry Sand,BCIRA Journal[J].1964,Vol.12
[15] H.W.Dietert.The era of sand testing.Transaction of AFS[J],1967,Vol. 75
[16] H.W.Dietert Company.Instructions.No.473.green hardness tester[J],1978
[17] H.W.Dietert Company.Instructions.No.474.green hardness tester[J].1978
[18] 蒋宗宇,湿砂型表面硬度计的合理使用范围,铸造设备研究[J],1981, 第一期
http://www.bysj1.com/ http://www.bysj1.com/html/2554.html http://www.bysj1.com/html/5025.html



