



目录
第一章 焊条 ……………………………………………………………..…………1
1.1 焊条的发展………. ..…………………………………………………..………1
1.2 焊条的组成………………………………………………………………..……2
1.3 焊条的分类………………………………………………………………..……3
第二章 焊条牌号分类与性能……………………………………………..…..……5
2.1 常用焊条的型号 …………………………………………………………....…5
2.2 常用焊条的牌号 ………………………………………………………………7
2.3 焊条之间的性能对比……………………………………………………..……8
第三章 E4303焊条及焊条焊芯的成分特点………………………………..………9
3.1 E4303焊条的介绍………………………………………………………………9
3.2 E4303焊条焊芯的成分特点…………………..………………………………10
第四章 E4303焊条药皮的组成及其作用…………………………………………10
4.1 E4303焊条药皮的组成………..………………………………………………11
4.2 E4303焊条药皮的成分的作用……… ……………………………….………12
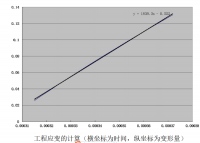
第五章 E4303焊条工艺性能………………………….……………………………13
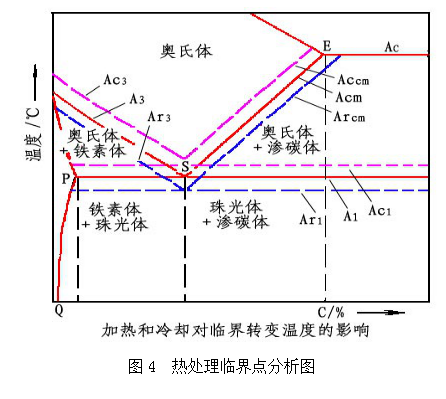
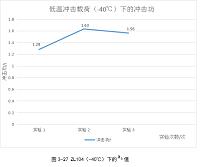
第六章 E4303焊条冶金性能………………………………………………………16
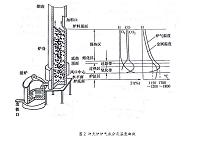
6.1 E4303焊条焊接化学冶金反应区…….…………………………………..……16
6.2 E4303焊条冶金性能…….………………………………………………..……17
第七章 E4303焊条的优缺点………………………………………………………18
7.1 E4303酸性焊条的优缺点……………………………………………………18
7.2 E4303焊条在焊接过程中的缺陷分析………………………………………20
第八章 E4303焊条的保管与储存 ………………………………………………23
8.1 E4303焊条的保管对质量的影响……………………………………………23
8.2 E4303焊条的存储与使用前的保管…………………………………………24
结论 ……………………………………………………………………………………25
参考文献 ………………………………………………………………………………26
E4303焊条的工艺性能及冶金质量分析
摘要:本文主要对E4303焊条的工艺性能及冶金质量分析,其主要包括常用焊条的牌号及分类、E4303焊接工艺性能分析、焊条工艺性能实验以及焊条冶金性能实验。
关键词:E4303、J422、焊条、工艺性能、冶金质量。
Abstract: In this paper, the main performance of the technology of E4303 electrode and metallurgical quality analysis, mainly including the commonly used classification, E4303 electrode number and welding performance analysis, the electrode process performance experiment and electrode metallurgical properties.
Keywords: E4303, J422 electrode, process performance and metallurgical quality.
第一章 焊条
焊条是在金属焊芯外将涂料(药皮)均匀、向心的压涂在焊芯上。焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少。
焊条是涂有药皮的供焊条电弧焊使用的熔化电极,在焊条前端药皮有45°左右的倒角,这是为了便于引弧。在尾部有一段裸露的焊芯,约占焊条总长1/16,便于焊钳夹持并有利于导电。焊条的直径实际上是指焊芯直径)通常为2、2.5、3.2或3、4、5或6mm等几种规格,最常用的是小3.2、小4、小5三种,其长度“L”一般在200~550 mm之间。
1.1 焊条的发展
(1)从实心焊丝到药芯焊丝
从1892年俄罗斯人撕拉维扬诺夫研究成功现在的金属电弧焊接法的方案至今,焊接材料也随着科学技术和焊接工艺的发展,经历了从光焊丝—薄药皮焊条—厚药皮焊条以及实心焊丝到药芯焊丝的一系列的变化。1904年瑞典人奥斯卡尔.克杰尔贝格建成了世界第一家焊条厂——ESAB公司的OK焊条厂。同期,欧美各国对焊条药皮地作用都分别进行了研究,先后发明了矿物型厚药皮焊条(1910年)、纤维素型焊条(1919年)及碱性焊条(1921年)。在大力发展焊条电弧焊焊条的同时,气体保护焊工艺在1920
参考文献
[1]吴树雄.电焊条选用指南 第四版.北京化学工业出版社,2010.
[2]王宝.焊接电弧现象与焊接材料工艺性.机械工业出版社,2012.
[3]张子荣.简明焊接材料选用手册 第三版.机械工业出版社,2011.
[4]张子荣. 简明焊接材料选用手册 第二版.机械工业出版社,2004.
[5]吴树雄.焊丝选用指南.化学工业出版社,2002.
[6]邹增大.焊接材料、工艺及设备手册.化学工业出版社,2002.
[7]柯伸道(美) .焊接冶金学.北京:高等教育出版社,2012.
http://www.bysj1.com/ http://www.bysj1.com/html/2368.html
http://www.bysj1.com/html/2468.html



