



年产量为420万吨3/4热连轧带钢厂
年产量为420万吨3/4热连轧带钢厂
摘要
本设计说明书是参照鞍钢3/4热轧带钢生产线设计的年产量为420万吨的热轧带钢厂。整个设计说明书包括绪论、正文和专题三部分。第一部分为绪论,介绍了热轧带钢的发展状况以及整个设计所应完成的内容。第二部分为正文(从第2章到第9章)正文说明整个设计的总体方案,主要包括产品方案和生产方案的制定,金属平衡和工艺流程的制定、生产设备的选择、工艺参数计算、轧制力能参数校核。设计的第三部分为专题部分,简单介绍了关于高铁重轨的性能特点和性能要求,热处理的作用,热处理方法的分类、各种方法的优缺点,存在什么问题,以及重轨热处理技术的发展方向。另外,绘制了一张车间平面布置图。整个设计理论联系实际,设计了技术先进,经济效益大的热轧带钢生产线。
关键词:热轧带钢;工艺设计;热处理
Abstract
This specification refers to anshan Steel’s 3/4 strip line design for the production of hot rolling strip steel factory 420 million tons. Typical products for 16MnR, products for 2.5 mm thickness and width for 1520mm. The design manual includes three parts: introduction, text and topic .The first part is introduction, introduces the development status of strip and whole design should complete content. The second part (from chapter 2 text to chapter 9) is the text. The body of the whole design of the overall program description, including product and production plan formulation, metal balance and process, production equipment, process parameter calculation, rolling force. The third part of the design for the projects section, introduced the characteristics and performance requireents of GaoTieChong rail . It also induces the heat treatment, heat treatment methods of function of classification, the advantages , disadvantages of various methods, the existing problems, and what the heavy rail heat treatment technology development direction. In addition, draw a workshop layout. The whole design linkes theory and practice together. It also designs the advanced technology and economic benefit of strip line.
Key words: hot rolling strip steel;high-speed railway rails; heat treatment
目 录
1文献综述 1
1.1 热轧带钢发展历史 1
1.2 热轧带钢的种类及用途 2
1.2.1热轧普通带钢 2
1.2.2热轧优质带钢 3
1.3 热轧带钢生产工艺 4
1.4 几种新技术简介 5
1.4.1 中间坯保温技术和边部感应加热技术 5
1.4.2 组织性能控制与铁素体区轧制新技术 6
1.4.3 自由程序轧制技术 7
1.5热轧带钢发展中孕育的问题 7
1.5.1 热轧工艺润滑技术问题 7
1.5.2 热轧过程中产生氧化铁皮的问题 8
1.6 小结 8
2 产品方案与金属平衡 10
2.1产品方案的确定 10
2.1.1 热轧产品品种及产品钢号标准 10
2.1.2 产品品种规格及代表尺寸 11
2.1.3 年计划产量及所占比例 12
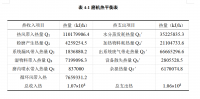
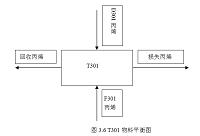
2.2金属平衡 13
2.3 原料的选择 14
2.3.1 原料种类及规格 14
2.3.2 板坯技术条件 14
2.3.3 年需坯数量 15
3 轧制工艺过程及轧制制度的制定 17
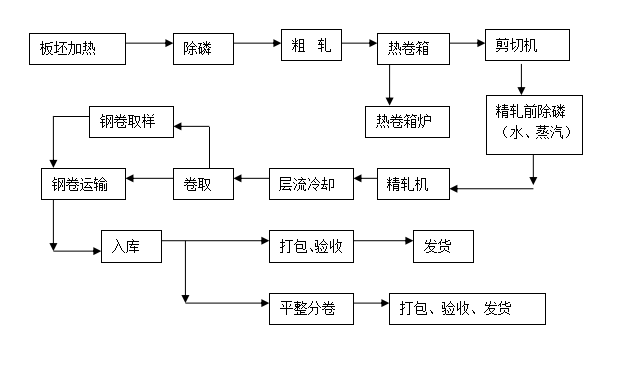
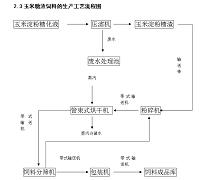
3.1生产工艺流程 17
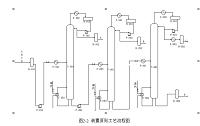
3.1.1 典型产品生产工艺流程示意图 17
3.1.2 生产工艺流程简介 18
3.2轧制制度的制定 19
3.2.1 加热制度 19
3.2.2 压下制度 21
3.2.3 速度制度 24
3.2.4 温度制度 28
3.2.5 辊型制度 30
3.2.6 厚度制度 31
3.2.7 轧机工作图表 32
4 设备参数的选择 34
4.1加热区设备的选择 34
4.2粗轧区设备选择 35
4.2.1 板坯高压水除鳞装置 35
4.2.2 粗轧机组 35
4.2.3 粗轧机小立辊 35
4.2.4 保温罩 36
4.3 精轧区设备选择 36
4.3.1 飞剪 36
4.3.2 精轧除鳞箱 37
4.3.3 精轧机组 37
4.3.4 精轧区其他设备 38
4.4 冷却装置 40
4.5 卷取区 41
5 轧制力与轧制力矩计算 42
5.1 轧制力计算 42
5.1.1 计算公式 42
5.1.2 轧制力计算结果 43
5.2轧制力矩的计算 44
5.2.1轧制力矩计算公式 44
5.2.2轧制力矩计算结果 44
6 设备能力参数校核 45
6.1 轧制力能参数 45
6.2 轧辊强度校核 45
6.2.1 参数计算 46
6.2.2 R1轧辊强度校核 47
6.3 咬入角校核 51
6.4 加热炉能力校核 51
6.5 电机功率校核 52
7 轧机生产能力校核 54
7.1 年产量计算 54
7.1.1 工作制度与工作时间 54
7.1.2 轧机生产能力校核 54
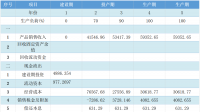
8 车间技术经济指标 57
8.1 概述 57
8.2 车间各项技术经济指标分析及制定 57
9 节能与环境保护 62
9.1 绿化布置 62
9.2 污染物处理 62
9.2.1 水处理 62
9.2.2 废气处理 62
9.2.3 热轧润滑油处理 63
9.3 噪声处理 63
9.4 废弃物处理 64
9.5 现场节能技术与措施 64
高铁重轨热处理技术的发展 65
1. 高铁重轨的性能特点和性能要求 65
1.1 高铁重轨的概念 65
1.2高铁重轨的性能特点 65
1.3高铁重轨的性能要求 66
2 高铁重轨的热处理技术 66
2.1 高铁重轨热处理的作用 66
2.2 高铁重轨热处理方法的分类及其优缺点 67
2.3 高铁重轨热处理存在的问题 68
3重轨热处理技术的发展方向 69
3.1 环保节能是近代重轨热处理技术发展的主题 69
3.2 贝氏体重轨热处理工艺 69
4 小结 70
结 论 71
致 谢 71
参考文献 73
1文献综述
1.1 热轧带钢发展历史
在带钢热轧机上生产厚度为1.2~8mm成卷热轧带钢的工艺。带钢宽度600mm以下称为窄带钢;超过600mm的称为宽带钢。第一台带钢热连轧机于1905年在美国投产,生产宽 200mm的带钢。带钢热轧机的技术经济指标优越,发展很快。在工业发达国家,1950年以前热轧宽带钢的产量约占钢材总产量的25%,70年代已达50%左右。热轧带钢的原料是连铸板坯或初轧板坯,厚度为130~300mm。板坯在加热炉中加热后,送到轧机上轧成厚1.00~25.4mm的带钢,并卷成钢卷。轧制的钢种有普通碳钢、低合金钢、不锈钢和硅钢等。其主要用途是作冷轧带钢、焊管、冷弯和焊接型钢的原料;或用于制作各种结构件、容器等。
带钢热轧机由粗轧机和精轧机组成。粗轧机组分半连续式、3/4连续式和全连续式三种:①半连续式有一台破鳞(去掉氧化铁皮)机架和 1台带有立辊的可逆式机架;②3/4连续式则除上述机架外,还有2台串列连续布置机架;③全连续式由6~7台机架组成。精轧机组均由5~7台连续布置的机架和卷取机组成。带钢热轧机按轧辊辊身长度命名,辊身长度在914mm以上的称为宽带钢轧机。精轧机工作辊辊身长度为1700mm的,称为1700mm带钢热轧机,这种轧机能生产1550mm宽的带钢卷。
带钢热轧按产品宽度和生产工艺有四种方式:宽带钢热连轧、宽带钢可逆式热轧、窄带钢热连轧以及用行星轧机热轧带钢。
带钢热轧机由粗轧机和精轧机组成。粗轧机组分半连续式、3/4连续式和全连续式三种:①半连续式有一台破鳞(去掉氧化铁皮)机架和 1台带有立辊的可逆式机架;②3/4连续式则除上述机架外,还有2台串列连续布置机架;③全连续式由6~7台机架组成。精轧机组均由5~7台连续布置的机架和卷取机组成。带钢热轧机按轧辊辊身长度命名,辊身长度在914mm以上的称为宽带钢轧机。精轧机工作辊辊身长度为1700mm的,称为1700mm带钢热轧机,这种轧机能生产1550mm宽的带钢卷[2]。
带钢热轧按产品宽度和生产工艺有四种方式:宽带钢热连轧、宽带钢可逆式热轧、窄带钢热连轧以及用行星轧机热轧带钢。
宽带钢热连轧采用的热连轧机的发展经历了三代:
第一代宽带钢热连轧机 最早的宽带钢热连轧机是1926年在美国投产的。采用四辊式轧机以提高刚性,生产宽而薄的产品。精轧机组的主电机为直流电机,用电动机-发电机组供电。这代轧机所用板坯厚150~200mm,宽1200~1550mm,长2.5~5m。从粗轧机出来的轧件厚度一般为20~30mm,精轧机最高速度为每秒钟8~10米。最大卷重小于10吨,单位宽度卷重约8kg/mm。年生产能力约60~200万吨,1959年中国鞍山钢铁公司投产的1700mm半连续式轧机就属于这一类型。
第二代宽带钢热连轧机 1961年在美国投产,其特点是在轧机上采用增速轧制工艺。当带钢从精轧机出来,前端喂入卷取机后,精轧机、辊道和卷取机同时加速,使精轧机速度提高到每秒钟15~20m,单位宽度卷重达18~20kg/mm,卷重达30吨,年生产能力达400万吨。在这类轧机上采用了自动厚度控制,测厚和测宽仪表,完善的除铁鳞和带钢冷却控制系统,良好的速度控制系统和微张力活套装置。同时加大了轧机刚性和主电机功率,增设了快速换辊装置,并开始采用计算机控制系统,提高了表面质量和厚度的精度。
第三代宽带钢热连轧机 随着第二代轧机技术的成熟和应用,结合连铸机和步进式加热炉的发展,1970~1978年发展出第三代轧机。配合这类轧机的加热炉能加热重达45吨,长达15m的板坯。并可减少加热时产生的黑印,减少板坯表面划伤,每座炉子的加热能力达 300吨。单位宽度卷重达36kg/mm,最高轧制速度达每秒钟28.5m。年生产能力达600万吨。第三代轧机有下列特点:①减少粗轧机组的长度,节省设备和厂房投资,多数采用3/4连续式轧机。精轧机列由7个机架组成,进入精轧机列的轧件厚度为30~50mm。②轧制成品尺寸范围为 0.8~25mm,但其经济合理性尚需从全局考虑。③用液压弯辊装置控制板形并用带钢层流冷却以提高钢板质量。并试安装板形检测仪闭环控制板形。④采用计算机管理和控制全车间(从板坯库到成品库)的生产过程。⑤在降低能耗、提高作业率、改进产品质量、提高成材率等方面取得成就,如带钢的宽度公差达到±1mm,厚度公差达到0.05mm,废品率降到0.02%,氧化铁鳞损失降为 0.7%,切头量为0.05~0.1%,成材率达到99%。改进轧辊材质,采用轧制润滑油,延长了轧辊寿命;并装设快速换辊装置,使总换辊时间由总操作时间的10~15%减少到4%,有些车间的轧机作业率提高到90%[3]。
参考文献
[1] 杨敏.2009最新热轧带钢生产工艺技术手册[M].上海:上海古籍出版社,2009 ,15-18.
[2] 彭良贵,刘相华,王国栋.热轧带钢控制冷却技术的发展[J].2007,35(2):59-62.
[3] 王国栋,刘相华.日本热轧带钢技术的发展和现状[J].2007,24(1):1-6.
[4] 刘义学,于全成,侯刚,于云霞.高速钢轧辊在热轧窄带钢精轧机组上的应用[J].2005, 5(2):65-67.
[5] 孙蓟泉 战 波,热轧带钢生产新技术及其特点[J].2006,28(1):5-6.
[6] 华维 ,刘丹,热轧带钢边部减薄解决对策[J].2009, 26( 2):57-58.
[7] 翁宇庆,我国轧钢生产技术近年来的进步与发展(二)[J].2008,25(6):1-4.
[8] 唐荻 , 米振莉 , 陈雨来,轧钢技术的现状和新发展[J].2007,42(11):1-4.
[9] 蔡丽芳,张杰,曹建国,魏钢城,陈刚,朱新宇,热轧带钢平整机工作辊磨损问题研究[J].2007,(2):38-41.
[10] 胡松涛,胡婕,热轧工艺润滑技术问题的分析与优化[J],2009,(2):19-21.
[11] 董兴辉,热轧窄带钢生产过程中常见质量问题分析[J],2009, 32(3):54-56.
[12] 刘妍 ,樊仲卿,魏福军,热轧窄带钢生产线轧制工艺改造综述[J],2009,35(1)
[13] 卢祖文.高速铁路轨道技术综述[J].铁道工程学报,2007,100(1):41-42.
[14] 柳叶东,冯耀潮,赵伟民.热处理的节能、减排与环保技术[J].2008,(4):9-14.
[15] 隆平.近代热处理技术与环保[J].金属世界,2009,(6):80-82.
[16] 劳丽君,王超会.铁路钢轨用钢及其热处理的进展[J].材料热处理技术,2009,38(10):162-165.
http://www.bysj1.com/ http://www.bysj1.com/html/5745.html http://www.bysj1.com



