





















基于PLC的多工位自动线生产系统的设计(毕业论文代写)
摘要:在现在的控制系统当中,PLC控制系统有研制周期短,可靠性高,抗扰能力强,设计、安装、接线、调试工作量小,对工作环境要求低,故障率低,维护方便等一系列优点,已成为国内外多工位自动线的首选控制方案。 随着科学技术和社会生产的快速发展,多工位自动线已经有了较大的发展。而所用的普通机床采用继电器逻辑控制方式,设备的系统故障率高,检修周期长,弊端很多。若采用数控机床则可以达到控制要求,但是数控机床价格非常昂贵,耗能高,投资大。因此我们对旧的普通机床进行改造,自己设计了一个多工位自动线控制系统,采用PLC控制。控制此多工位生产线的PLC控制系统由硬件和软件组成。硬件主要介绍了硬件电路的设计和各种硬件电路器件的选择。软件部分主要介绍了各种子系统的设计和软件电路的组成。还阐述了电动机主电路及其电器控制电路的设计,给出了这两个电路的电器元件的选择。给出PLC及其输入/输出元件的选择结果,详细地阐述了PLC用户程序的设计过程,其中包括对公用程序、单机单步程序、全机自动回原点程序的设计过程的。
关键词:PLC;多工位;控制系统
Multi station automatic line production system
using PLC
Abstract:Now in control system, PLC control system, short development cycle, high reliability, anti-interference ability, design, installation, wiring, debugging workload, work environment requirements, low failure rate, easy maintenance advantages, has become the program of choice for domestic and international multi-station automatic line control. With the rapid development of science and technology and social production, automatic multi-station line has made significant development. And all of general machine tools using relay logic control system, the equipment failure rate is high, long maintenance period, many faults .The use of CNC machine tool can meet the control requirement, but the price is very expensive, high energy consumption, large investment. Therefore, we designed an automatic control system with PLC control based on the reforming of old general machine tools. The PLC control this multi-station production line control system consists of hardware and software. The hardware hardware circuit design and the choice of hardware circuit devices. The software part is mainly composed of a variety of circuit design and software subsystems. Also elaborated on the motor main circuit and its electrical control circuit design, given the choice of two electrical components of the circuit. PLC and its input / output component selection results is given, the detailed description of the PLC user program design process, including utilities, stand-alone single-step procedure, the machine automatically back the origin program design process, and gives The above procedures Ladder.
Keywords: PLC; Multi-station;Control system
目录
第一章 绪论 1
1.1 选题背景及其意义 1
1.2 国内外研究及现状 1
1.3 本文的主要研究内容 2
第二章 多工位自动线生产系统的分析 4
2.1. 多工位自动线生产系统的控制要求 4
2.2 多工位自动线生产系统的操作流程分析 4
第三章 多工位自动线生产系统的下位机设计 5
3.1 可编程逻辑控制器的选型 5
3.1.1 可编程逻辑控制器的概述 5
3.1.2 可编程逻辑控制器的选择 5
3.1.3 可编程逻辑控制器FX2N-48MR-001的组成 5
3.2 PLC的软件设计 6
3.2.1 PLC指令功能的选择 6
3.3.2 PLC的I/O分配表 8
3.3.3 PLC的外部I/O接线图 9
3.3.4 PLC梯形图的编程 10
第四章 多工位自动线生产系统的上位机组态设计 15
4.1 上位机系统的选择 15
4.1.1 上位机硬件的选择 15
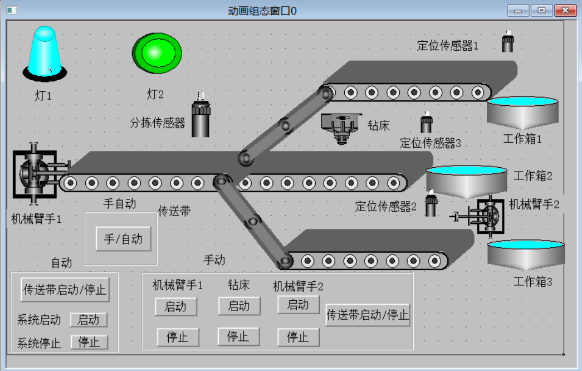
4.1.2 上位机的触摸屏版面设计 15
4.1.3 MCGS之间的变量连接 20
第五章 可编程逻辑控制器(PLC)与上位机的通信连接 23
5.1 通信硬件设备的选择 23
5.2 通信模块的选择 23
5.3 通信的连接 23
5.4三菱FX系列PLC与MCGS的硬件连接通讯 28
第六章 结论 30
参考文献 31
附录 31
参考文献
【1】李长久主编.PLC原理及应用[M].北京:机械工业出版社,2010.
【2】FX2N-485-BD使用手册
【3】李金城主编.三菱FX2NPLC功能指令应用详解[M].北京:电子工业出版社,2011.
【4】许勇主编.工业通信技术原理与应用.[M]北京:中国电力出版社,2008.
【5】MCGS嵌入版说明书
http://www.bysj1.com/cat.asp?id=22&page=28
http://www.bysj1.com/cat.asp?id=25&page=28



