






基于三菱PLC的热处理炉恒温控制系统设计
摘要: 自动化控制技术的使用越来越普遍,本文热处理炉通过对工件热处理加工,对工业有着很重要的意义。基于PLC进行系统设计,用来实现热处理过程的自动控制。
本设计主要从淬火炉、回火炉、手自动操作以及上位机监控等方向说明。详细的介绍本系统优势,文章中用PID来控制炉温,当PLC收到实时数据会提供给监控系统,使人方便了解此时的工作状态与工作情况。
关键词:三菱PLC;人机界面;
Design of constant temperature control system for heat treatment furnace based on MITSUBISHI PLC
Abstract: The use of automatic control technology is becoming more and more common. The heat treatment furnace of this paper is of great significance to the industry through heat treatment of the workpiece.Based on PLC system design, automatic control of heat treatment process is realized.
This design is mainly from quenching furnace, back furnace, manual automatic operation and upper computer monitoring.This paper introduces the advantages of the system in detail, and USES PID to control the furnace temperature. When the PLC receives real-time data, it will be provided to the monitoring system, so that people can understand the working status and working conditions of the time.
keyword: MITSUBISHI PLC;Interface;
第1章 引言
1.1课题研究的目的与意义
在当今工业生产越来越先进,电气制造业显得越来越突出的情况下,老式的热处理控制系统显然已经跟不上时代的脚步,人们非常需要一个高智能,高质量的热处理控制能力,为了提高电器产品质量强度、工件的韧性等,结合现实状况这个课题提出的很有必要。本课题运用三菱PLC构建硬件控制系统,利用上位机控制系统,将热处理各个环节标记在一起,而且使用自动平衡记录仪用来记录信息。所以说网带式电阻炉控制系统能够有效提升效率
1.2未来发展趋势
随着工业化的快速发展,电器产品变得越来越重要,对于产品质量上的要求也变得越来越高,文中提到的热处理炉主要用于提高产品质量,提升工件使用寿命周期,对于现在的热处理能力来讲,我们更需要能用来解决复杂的系统控制问题,所以说只有提高了工艺才能从根本上提升我们国家的热处理技术的能力。当然,热处理炉也有它的缺陷,密封差、温度不平衡、系统操纵难等。总之,它的发展还是要跟市场上的需求分不开的。
1.3课题研究的主要内容
课题主要如何用PLC来控制网带式电阻炉,包括对各种参数调节,例如淬火温度、回火温度等,保证正常做出工件。
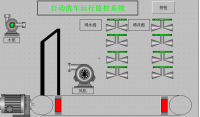
这个自动控制系统包括温度传感器、PLC控制器、淬火网带变频器、提升网带变频器、清洗网带变频器、回火网带变频器。本课题主要研究内容如下图清单:
(1)了解热处理相关工艺,包括设备如何操控,明白工件在热处理加工的全过程。
(2)分析工作流程,对有问题的要明白其中原理。
(3)选型一定要合理包括这个系统里的PLC、温度传感器、四个变频器等。
(4)确定主电路还有控制程序的设计,硬件设施和软件设施。
(5)对程序设计进行仿真测试,发现问题及时解决,以及用PID来控制炉温。
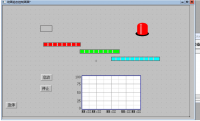
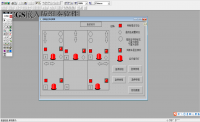
(6)了解人机监控界面,查看实时进度曲线图和报警画面。
(7)对完成的程序进行调试,设置相关参数,确保系统的能行性。
第2章 控制系统整体设计方案
2.1工艺过程分析
随着科技的发展,自动化随之大步的迈着前进的步伐。在热处理炉没有使用自动化技术投入生产之前,热处理炉生产出的产品工艺不是非常的美观而且生产效率低下出产量低,并且旧式的工作方式不够绿色环保,损耗较大。自从热处理炉领域上应用了PLC控制系统,给热处理炉带来很多的优势例如;提高了生产效率增加了产品出库量,产品的生产工艺非常的完美,生产成本低、占地面积小,而且可以解放劳动力因为PLC控制系统的性能高不易受外界影响可以长时间的工作能够24小时不停机的进行工作。网带炉的工作过程中需要很多的控制系统一起合作、需要相互之间的互相配合。只有它们配合好每一个工作步骤和工作环节,只有这样工作的过程中才不会出现问题,无论哪一个环节出现问题都会影响到整体的控制。在热处理炉进行工作的过程中需要根据各一个阶段所需要的温度进行检测,只有当温度达到热处理炉的温度范围值内,才会进行下一个工作环节。如果不满足条件继续加热一直到满足条件为止。只有这样才能让系统工作稳定,要不然容易出现各种问题。现在的热处理炉使用的都是自动化生产模式,在设计的过程中也有手动操作模式,当自动模式出现问题就转换成手动模式进行产品加工,热处理炉控制系统分为淬火炉和回火炉进行温度加热调控的自动控制;另外就是对网带电机还有传输的时间长短进行自动控制。
目录
第1章 引言 1
1.1课题研究的目的与意义 1
1.2未来发展趋势 1
1.3课题研究的主要内容 2
第2章 控制系统整体设计方案 3
2.1工艺过程分析 3
2.2系统总体结构设计 5
2.3 温度控制算法 6
2.3.1 温度控制系统结构 6
2.3.2 温度PID算法设计 7
2.3.3 PID控制程序设计 9
第3章 控制系统硬件设计 11
3.1可编程逻辑控制器 11
3.1.1 PLC选型与特点 11
3.1.2 PLC系统组成部分 12
3.1.3 PLC I/O分配表 13
3.2 变频器的选型 14
3.3电机与传感器的选型 16
3.4硬件接线电路设计 16
3.4.1 外部接线主电路 16
3.4.2 PLC接线电路 17
第4章 控制系统软件设计 20
4.1 程序流程图 20
4.2 程序分析 21
第5章 HMI人机界面系统设计 24
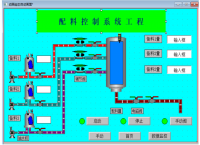
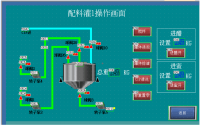
5.1 HMI画面的绘制 24
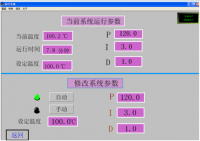
5.1.1 热处理炉温度参数 24
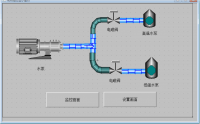
5.1.2 网带变频参数设置 25
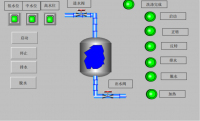
5.1.2 手动控制画面 26
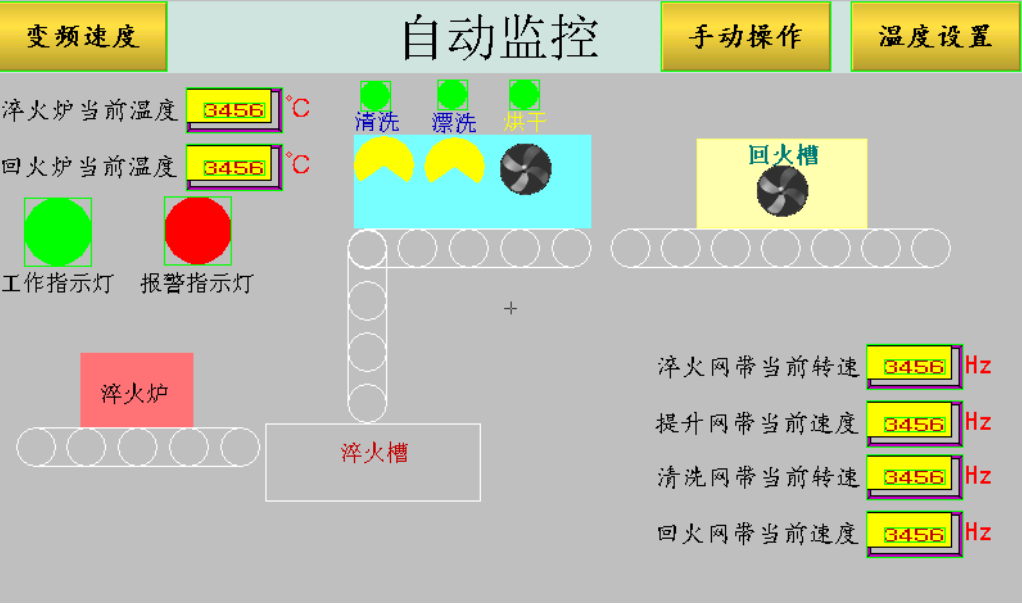
5.1.3 自动监控画面 27
结论 29
参考文献 31
参考文献
[1]吴利群. 网带热处理炉的控制系统研究[D].江西:江西理工大学硕士论文,2011.
[2]夏红,赏星耀,宋建成. PID参数自整定方法综述[J]. 浙江科技学院学报,2003,卷号(4):50-78.
[3]胡寿松.自动控制原理[M].第五版. 北京:科学出版社,2007,59-70.
[4]黄宋魏.工业过程控制系统及工程应用[M].北京:化学工业出版社,2015.8.
[5]孙平.可编程序控制器原理及应用[M].北京:高等教育出版社,2003.
[6]王永华 . 现代电气控制及PLC应用技术 .北京:北京航空航天大学出版社,2014(7)
[7]石秋洁.变频器应用基础[M].北京:机械工业出版社.2003.
[8]汤梅.钢厂热处理炉控制系统研究与设计[D].重庆:重庆大学硕士论文,2007.
[9]周九宁.可编程控制器在矿山设备中的应用[J].采矿技术,2004,4(1):45—46
[10]张燕.电气控制与PLC技术[M] . 北京:科学出版社,2014(8)
[11]夏红,赏星耀,宋建成. PID参数自整定方法综述[J]. 浙江科技学院学报, 2003,卷号(4):50-78.
[12]廖常初.PLC编程及应用[M].北京:机械工业出版社, 2002,210-230.
[13]李素敏,王杰.一种改进的PID控制算法[J].微计算机信息,2006,卷号(25):176-189.
[14]张炎. 热处理网带炉技术发展与市场预测[J].热处理,2002,17(2)
[15]谢松云,董大群.热处理过程温控系统设计实例.信息技术.2002(3):1-3
[16]周庆贵.网带炉控制系统的设计与应用研究[D].南京:南京理工大学硕士论文,2003.




