






基于plc禽蛋检测分级系统的设计与组态仿真
摘 要
在蛋品设备中,国内主要以:洁蛋加工设备、初级加工设备为主。我国传统工艺中,仍以手工为主。国内蛋品加工装备企业,多数以学习模仿国外技术为主,国产蛋品加工装备与发达国家的存在较大差距。设备的生产能力远低于发达国家、生产效率低;设备配套生产线很少,以单台作业方式为主;设备的自动化程度低,现代计算机控制技术和光、机、电、液一体化技术应用少,以人工操作机械为主;自主研发成果不多,而且多以理论技术为主,很少实际投入研究;生产设备的工作不够稳定、而且设备精度不高、安全系数相对较低,不能满足质量加工的要求。
本文设计了禽蛋检测分级与包装的PLC控制系统,将硬件与软件有机结合,完成禽蛋称重、分级、包装以及同步位置信息跟踪的控制系统的设计,主要研究内容如下:1、完善动态禽蛋图像采集系统,在图像采集系统的光照箱外安装一个传感器,禽蛋触发传感器产生的信号控制摄像头拍照,实现采集动态禽蛋图像的自动化:2、设计称重控制系统,禽蛋被拨入秤盘时会产生冲击信号,影响重量数据信息的准确性,PLC经延时后采集重量数据信息,提高重量数据的精度:3、设计禽蛋分级控制系统,根据图像处理分析得到的禽蛋外观品质信息剔除不合格蛋,再按照禽蛋重量大小将合格蛋进行重量分级,电磁铁在分级控制系统的控制下推动翻板翻转,将禽蛋送入相应的分级通道:4、设计禽蛋包装控制系统,禽蛋输送装置是单排通道结构,托盘是多排一体结构,导向板在步进电机的带动下可引导单排禽蛋装入托盘,包装控制系统控制导向板顺时针或逆时针转动完成禽蛋的装盘。本方案采用了可编程控制器来实现对品质检测和重量分级系统的控制。通过对自动分级的工作原理的分析,提出系统设计的总体方案,设计了电气传动部分的设计方案和PLC控制程序;利用组态软件对工作过程进行模拟仿真,结果表明该设计能够准确的完成禽蛋自动分级的任务。
关键词:禽蛋分级;组态王;三菱PLC
Abstract
In the egg products equipment, the domestic mainly is: the cleaning egg processing equipment, the primary processing equipment primarily. In the traditional Chinese technology, manual is still the main. Most domestic egg processing equipment enterprises mainly learn to imitate foreign technology, and there is a big gap between domestic egg processing equipment and developed countries. The production capacity of the equipment is far lower than that of the developed countries and low production efficiency; the equipment production line is very few, with a single operation mode; the automation of the equipment is low, the modern computer control technology and the integrated technology of light, machine, electricity and liquid are used less, and the manual operation machinery is the main. It is mainly based on theory and technology and seldom put into practice. The work of production equipment is not stable enough, and the precision of equipment is not high, and the safety factor is relatively low, so it can not meet the requirements of quality processing.
In this paper, the PLC control system of poultry and egg detection and classification is designed, which combines the hardware and software to complete the control system of egg weighing, grading, packing and tracking the synchronous position information. The main research contents are as follows: 1. Perfect the dynamic image collection system of poultry and eggs, and install one in the light box of the image acquisition system. The sensor, the signal control camera produced by the egg trigger sensor to take a camera to realize the automation of collecting dynamic poultry and egg images: 2. Design weighing control system. When the eggs are dialed into the scale, the impact signal will be generated, the accuracy of the weight data information is affected. After the delay, the weight data information is collected by PLC, and the precision of the weight data is improved: 3, 3, The egg classification control system is designed to eliminate the unqualified eggs according to the egg appearance quality information obtained by image processing and analysis. Then the weight of qualified eggs is graded according to the weight of the eggs. The electromagnet is controlled by the control system of the classification system to turn the flipped egg into the corresponding grading channel. 4. The egg conveying device is a single row channel structure and the tray is a multi row structure. The guide plate can guide the single row of eggs into the tray under the drive of the stepping motor. The packaging control system controls the steering board to complete the tray of the eggs in clockwise or counter clockwise. This program adopts programmable logic controller to control the quality detection and weight classification system. Through the analysis of the working principle of automatic classification, the overall scheme of the system design is put forward, the design scheme of the electrical transmission part and the PLC control program are designed. The simulation of the working process is carried out by using the configuration software. The result shows that the design can accomplish the task of automatic classification of eggs.
Key words: Poultry and egg classification; Kingview; MITSUBISHI PLC
目录
1. 课题背景和目的意义 1
2. 现有禽蛋分级存在的问题 2
2.1分级系统基本介绍 3
2.2分级系统的特点与优势 4
2.3设计要求 4
3. 课题设计内容 5
第二章 系统总体设计 6
1. 课题分析 6
2.设计思路 6
3.系统控制要求 6
第三章 硬件设计与分析 8
1.PLC的工作原理及选型 8
1.1 PLC概况 8
1.2 PLC的特点 8
1.3 PLC结构 8
1.4 PLC功能和应用 10
2 禽蛋分级的PLC控制系统设计 11
2.1禽蛋分级控制系统原理图 11
3. PLC控制器的选取 11
4.传感器及压力继电器的选型 12
4.1光电传感器 12
4.2压力继电器 13
第四章 禽蛋分级PLC软件设计 14
1. 程序顺序功能图设计 14
2. PLC硬件接线图及I/O端口分配 15
3.程序设计 17
3.1 启动停止程序设计 17
3.2 脏蛋识别及处理 18
3.3计数及落蛋装置程序设计 18
3.4 XXL级禽蛋分级 19
第五章 组态模拟界面设计 21
1.组态软件介绍 21
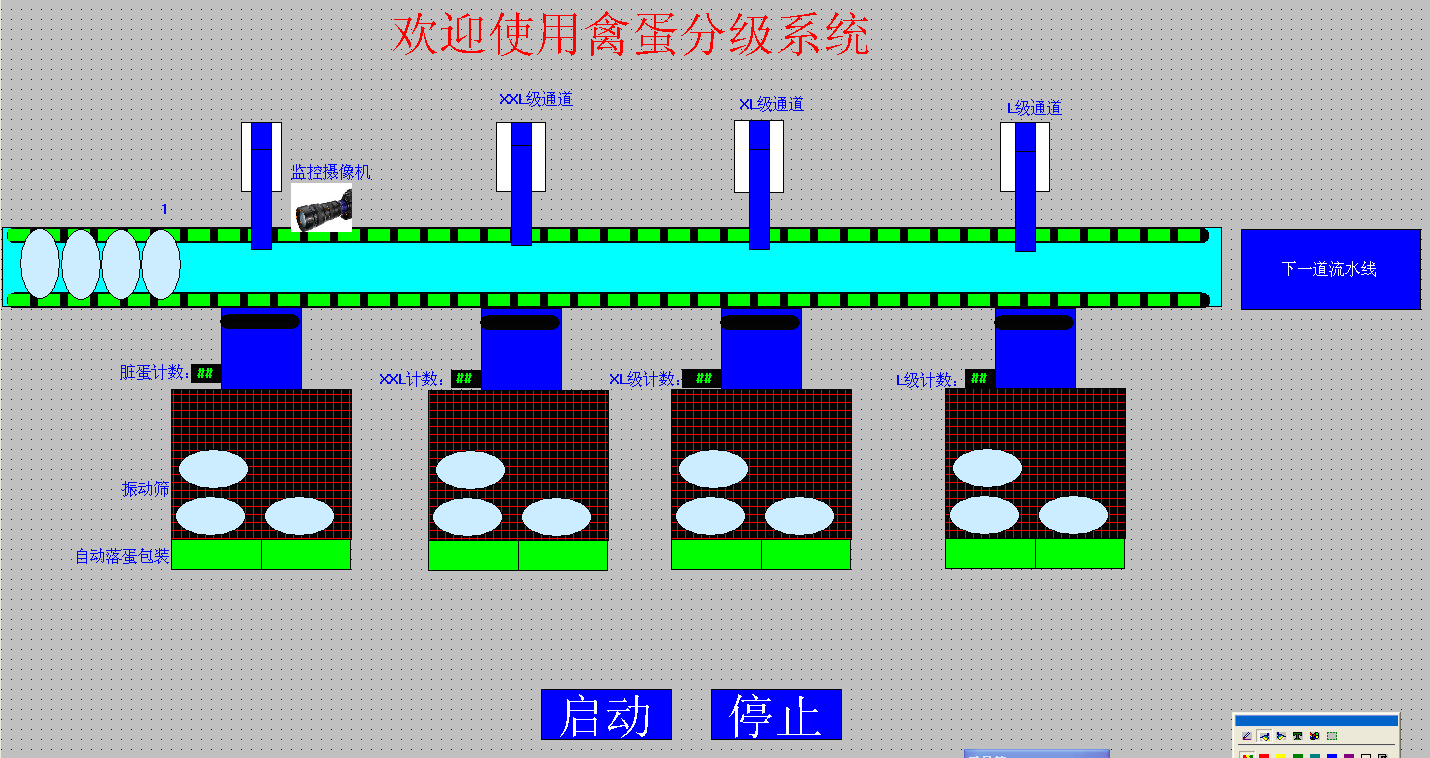
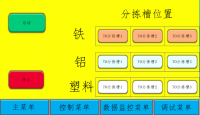
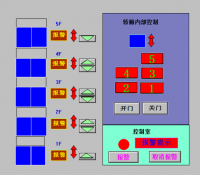
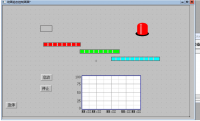
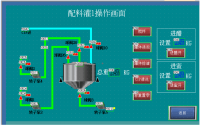
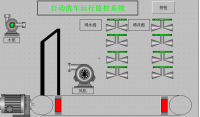
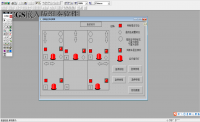
2.组态画面 22
3.组态动作和命令编写 26
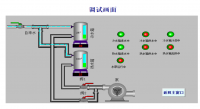
4.组态模拟运行调试 28
结 束 语 30
参考文献 31
附录A:PLC外部接线图 32
附录B:总梯形图 33
附录C:组态命令 37
致 谢 39
第一章绪论
1. 课题背景和目的意义
目前,中国禽蛋业的产值超过一千亿元,但中国禽蛋产业的发展并不能满足我国的日益增长的消费需求。近几年,随着蛋品下游行业以及蛋品加工技术的进一步发展,消费者对蛋品的需求进一步加大,迫切要求提高我国的蛋品加工率。
在蛋品设备中,国内主要以:洁蛋加工设备、初级加工设备为主。我国传统工艺中,仍以手工为主。国内蛋品加工装备企业,多数以学习模仿国外技术为主,国产蛋品加工装备与发达国家的存在较大差距。设备的生产能力远低于发达国家、生产效率低;设备配套生产线很少,以单台作业方式为主;设备的自动化程度低,现代计算机控制技术和光、机、电、液一体化技术应用少,以人工操作机械为主;自主研发成果不多,而且多以理论技术为主,很少实际投入研究;生产设备的工作不够稳定、而且设备精度不高、安全系数相对较低,不能满足质量加工的要求。
从1947年,世界上第一家研制和生产禽蛋分级,检验和包装设备的公司MOBA 的成立,禽蛋分级设备开始流通于市场,MOBA 是世界上技术最先进的行业领导者。目前,市场上的禽蛋分级机种类很多。禽蛋重量分级机主要由输送装置和分级装置组成。输送禽蛋的装置的速度比较慢,多采用链式输送机构,禽蛋放在滚筒式输送平台上水平输送。禽蛋经过输送后被送到分级装置的分级执行机构,由执行机构和称重架协同作用,把禽蛋按重量大小称重并分离归类。MOBA 公司的禽蛋分级设备的生产能力从最小每小时处理1600枚禽蛋到最大单台处理量达到每小时18万枚的能力。MOBA公司的全自动禽蛋分级设备技术先进、高效率和高产能。
自动化禽蛋分级包装机: 自动化在线品质检测,大小头调整和重量分级。中低产量,经济实用。自动化智能禽蛋分级包装机系列: 智能化控制,更强大的检测功能和信息处理能力,产量大,适合大型禽蛋生产企业。
对蛋品机械设备的研究使蛋品加工效率不断提高,逐步形成专业化、机械化、规模化集约化的生产模式。自动化生产设备和处理系统,使禽蛋从产出到最后的
包装入市全市自动化操作,整个过程不需要任何人工直接触摸,大大增强了蛋品食用的安全性。这对于更好的满足广大消费人群对蛋品品质及消费需求,提高中国蛋品的国际竞争力具有重要意义。
中国的蛋品产业是涉农产业,又是关乎老百姓菜篮子质量的民生工程;蛋品机械设备的研究推动养鸡业从传统、简单的生产方式,向现代化、规模化、集约化、产业化的蛋品产业过渡,促进蛋品产业经济结构调整和发展方式转变,提高产业运行质量和效益,对社会安定和国民经济平稳运行有着深远的意义。
全球范围内禽蛋消费量持续增长要求蛋产业往大规模、高机械化、高生产效率的模式发展。这样的发展趋势是离不开蛋品加工设备研发的,所以加大资金投入,研发蛋品加工设备及技术,是我国蛋品业今后发展的重要出路。对我国蛋品产业化强国道路的有着重大而深远的意义。
2. 现有禽蛋分级存在的问题
目前国内外学者对禽蛋品质检测方面的研究尚处于实验室理论研究阶段,虽然国内已在利用机器视觉进行禽蛋品质检测及分级设备方面做了一些研究,但大部分研究都不能满足实际生产的在线要求,在禽蛋检测、分级方面还没有一整套完整的自动化设备,在以下方面仍存在一些问题,需进行进一步的研究[1]。
(1)我国禽蛋品质检测与分级装备的自动化程度较低,往往都不能同时实现准椭球形禽蛋的自动单排输送和均匀翻转[1]。
(2)国内学者在机器视觉进行禽蛋的品质检测方面研究主要集中在静态禽蛋的机器视觉图像处理和识别方法上,采用静止图像影响了检测速度,难以满足高批量的检测需要[1]。
(3)通过机器视觉系统获得的禽蛋图像,禽蛋蛋壳颜色和实际的蛋壳颜色有差别,不利于对禽蛋蛋壳颜色进行分级。
(4)禽蛋外观品质检测的准确率和效率需进一步提高。
(5)禽蛋品质检测及分级系统中的软件部分所采用的算法虽然在理论上较成熟,应用也广泛,但算法本身存在一定的缺陷,有待进一步完善。
(6)将禽蛋按照重量分级多数是在静态下进行的,对在线动态禽蛋称重的研
究较少,在动态称重过程中,禽蛋对称重传感器的冲击造成采集的数据误差较大。
(7)国内对禽蛋包装设备的研制,只是单一的针对包装设备,还未将检测分级与包装结合,进行系统化设计与研究。
2.1分级系统基本介绍
分级系统可以概述为自动分级系统(Automatic sorting system),这个系统是现在配送中心是否先进的评判核心标准的代表之一,也是一个分级系统高传输率运作的灵魂和保证。极高的辨别所需要识别物品的效率,相对于传统的人力分级那极低要求的劳动力基数,使得多种材料分级设备是提高整个系统工作效率的一项关键因素。第二次世界大战后,美国,日本的广泛采用,以及事实的证明,使得该系统成为一个经济繁荣的国家整个物流系统规划版面所不可缺少的一个拼接件。
多材料分级设备一般是由判别物料功能,运输功能,控制模板以及信息提示以及输入部分组成。
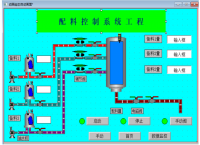
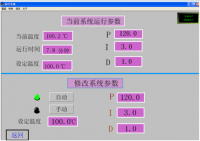
控制部分主要是接收外部输入信息,更改已有参数设定和处理输出信息。其根据的是传感器的选择与运用,外部输入信息,来使得整个系统能有序、并能按照操作者的意愿来进行:物料的选择区分、快速运输分类、集中打包等一系列的动作、功能。这些功能的实现是通过触摸屏,计算机和网络传输技术实现的。触摸屏是最底层的控制部分,通过操作员对组态内部一些参数的设定来更改系统运行方式。而计算机和网络技术则是最近这些年来慢慢使用传播开来的,他们通过以太网互相连接,通过信息的互通,数据的交换来进行对系统控制。
现代化工业检测是指根据不同的生产情况、工况和产品情况以相对应的测试技术来进行检测,这些检测来的数据将会与生产过程中的检测指标进行对比,其结果将会直接影响产品的生产效率和质量。而分级部分则是通过各种这些方式,例如:条形码辨别、机械视觉技术、物体质量检测、材料判断、触摸屏设定……来对物料进行数据化,这些信息的集中处理、辨别来判断对物料的分级动作该如何进行。
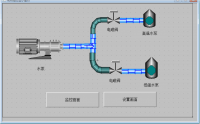
运输部分占地面积大,也是整个系统最重要的组成部分,运输部分的好坏决定了物料通过分级后到达指定地点的快慢,其主体一般是由大型的传输带,滑轮、滚轴组成,而传送带与滑轮等其他传输方式的衔接部分则一般是由机械臂,叉车来完成传输,这些不同的传输方式的互相结合,使得整个系统不再拘束,运输相比于传统人力更加的流畅,快捷,效率。
信息提示以及输入部分则是由组态、蜂鸣器等部分来给予刺激信号,来提示系统的状态异常或运行情况。随着触摸屏的普及化,越来越多的设备运用触摸屏来实现最基本也是最方便的数据输入,同时触摸屏也是信息输出的一个途径。通过面板的数据显示和报警提示,操作员可以很直观的观测到系统运行的异常。
这些部分由以太网络来实现互联与数据传输,借此形成了一个自动分级系统的基本构架,实现了进料,辨料,运料,则料,打包的一整套分级流程。
2.2分级系统的特点与优势
制造业是我国的支柱行业,但是随着我国劳动力成本的增长和人口红利的逐渐消失,传统制造业依靠低成本的人力发展道路已经越走越狭隘。根据国家提出的“用人才质量的提高来助推中国制造业转型升级”的发展方向,传统制造业需要结合自动化向着高端方向发展摒弃6个传统人工的弊端:劳动强度大,效率低下、没有统一的质量标准影响产品一致性、无法做到全检只能进行部分抽检。、人工检测精度堪忧、在高温、有毒等环境下无法进行检测。
分级系统则是在这种大环境下应运而生的产品之一,是中国自动化进程的一个缩影。
2.3设计要求
本次设计其目标是设计出一套基于PLC控制的多材质工件分级设备,可对不同材质的工件按照需要进行分级。设备由供料塔站、检测站、输送带、分级站组成,可以对塑料、铝和铁三种工件进行分级。传送带由变频调速电机驱动,具有低速、中速和高速三种运行速度。设备由人机界面进行监控及参数设定。
其运作流程如下:
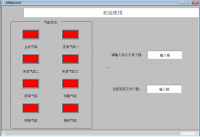
1、启动触摸屏电源,进行操作人员的登录,账号密码错误则登出登录画面。
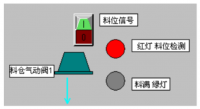
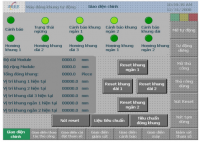
2、当启动物料电源供应时,物料传送带保持静止,分级物料对应气缸推杆以及进料口气缸推杆都处于缩回状态,这时触摸屏应跳出对话框“设备正常,可以启动设备”,如果推料气缸未收回或其他情况,应跳出“设备异常,无法启动设备”以此来提醒设备工人去关注设备使用状态,避免产生误操作。
3、操作人员检验系统是否正常运行,检验完毕后设定物料与物料仓的对应关系。
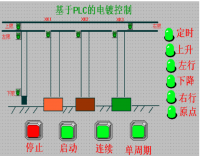
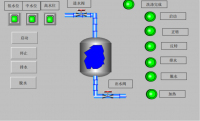
4、摁下启动按钮,系统运行,当物料传输到对应的物料仓库时,对应的气缸推杆推进,物料进仓。当任意一个物料仓库满足触摸屏设定数额,则进料口推杆停止运作,蜂鸣器报警2S,该料仓进行打包动作。打包动作结束后系统恢复正常运作方式。
5、停止按钮按下时,出料停止但材料的判断与分类继续进行,直到传送带上无物料,系统全部停止。



