


xka5032a/c数控立式升降台铣床刀架设计
摘 要
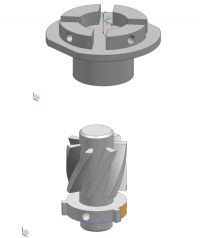
随着数控技术的发展和普及,加工中心的作用越发突显它的重要性。为进一步提高数控机床的加工效率,数控机床向着工件在一台机床一次装甲即可完成多道工序或全部工序加工的方向发展,因此出现了各种类型的加工中心机床,如车削中心、加工中心、铣削中心等等。这类多工序加工的数控机床在加工过程中要使用多种刀具,因此必须有自动换刀装置,也就是所说的刀库,以便选用。自动换刀装置应当具备换刀时间短、刀具重复定位精度高、足够的刀具储备量、占地面积小、安全可靠等特性。本论文是开发设计出一种体积小、结构紧凑、价格较低、生产周期短的小型立式加工中心刀库。本文首先介绍了国内外加工中心研究现状及发展趋势,阐明了本课题研究的目的、意义。然后进一步介绍本小型加工中心刀库总体结构和各部件方案的选择,并在此基础上进行了小型加工中心刀库的机械结构的设计计算,主要包括刀盘部件设计(含刀盘,夹块,刀爪),刀库转动定位机构设计(含转臂,槽轮,滚子,锁止盘),刀库总体机构设计(含轴承套,轴,箱盖,箱体)刀库移动部分设计。
关键词:数控系统 加工中心 刀库 机械手 工位 电动刀架
Abstract
With the development of NC technology?and popularization,?machining cent?increasingly highlight?its importance.?In order to further?improve the machining efficiency?of NC machine tools,?CNC machine tool?to the?work?in ala?can complete?an?armored?multi process or?all the?processing?direction?machining center?machine tools of various types,?such as turn,?processing center,?milling?center?etc..?This kind of?multi process?CNC machine tools?in the process?to?use a variety of?tools,?so it must be?with an automatic tool changer,?tool storage?is also?said,?in order to select the different,?complete?the processing of different?processes.?Automatic tool ?shall be quipped with the?tool change time is short,?high?precision?cutting tools,?repeated positioning?tool?reserves,?enough?covers an area of?small,?safe and reliable?characteristics.?This paper is?designed with?small vertical?machining center of?a?small size,?compact structure,?low price,?short production cycle.?This paper?firstly introduces the?research status and development?trend of domes foreign?processing center,?discusses the research?purpose,?And then introduce?the?small?machining center of?whole structure an?selection,?on the basis of the?design and calculation of?structure of small?machining center tool?library,?mainly including cutter?parts design?(including?cutter,?clamping block,?cutter?claw),??mechanism of rotating?knife?(trans?arm,?grooved wheel,?roller,?the locking disc?knife library),?design of?general?mechanism?(including?,?a box cover,?box)?knife?moving parts?design.
Keywords:?CNC?machining center of?manipulator?position electric?turret
目 录
第一章 绪论 2
第二章 总体方案的确定 5
第三章 刀库的设计 7
3.1 刀库的结构设计 7
3.1.1刀库主要参数的确定 7
3.1.2 刀盘部分的设计 8
3.1.3 刀库转动定位机构的设计 8
3.2 刀 库移动部分的设计 11
3.2.1 刀 库支承横梁和导轨的设计 11
3.2.2刀库移动丝杠和电机的选择 11
3.3 刀库、横梁的安装 12
3.4 小结 14
第四章 刀具交换装置的设计 15
4.1确定换刀机械手形式 15
4.2换刀机械手的工作原理 17
4.3机械手的自动换刀过程的动作顺序 17
4.4机械手回转轴4上的齿轮齿条设计 18
4.5自动换刀装置的相关技术要求 19
4.5.1主轴准停装置 19
4.6自动换刀程序的编制 19
第五章 自动换刀装置的控制原理 21
5.1自动换刀装置的液压系统原理图 21
5.2自动换刀装置换刀动作的顺序控制过程 21
第六章 经济型数控机床改造时数控系统选用 22
致 谢 27
参考文献 28
第一章 绪论
数控机床知识 数字控制机床是用数字代码形式的信息程序指令控制刀具按给定的工作程序、运动速度和轨迹进行自动加工的机床简称数控机床。 数控机床具有广泛的适应性加工对象改变时只需要改变输入的程序指令加工性能比一般自动机床高可以精确加工复杂型面因而适合于加工中小批量、改型频繁、精度要求高、形状又较复杂的工件并能获得良好的经济效果。 随着数控技术的发展采用数控系统的机床品种日益增多有车床、铣床、镗床、钻床、磨床、齿轮加工机床和电火花加工机床等。此外还有能自动换刀、一次装卡进行多工序加工的加工中心、车削中心等。 数控机床主要由数控装置、伺服机构和机床主体组成。输入数控装置的程序指令记录在信息载体上由程序读入装置接收或由数控装置的键盘直接手动输入。
随着微电子技术、计算机技术和软件技术的迅速发展数控机床的控制系统日益趋向于小型化和多功能化具备完善的自诊断功能可靠性也大大提高数控系统本身将普遍实现自动编程。 未来数控机床的类型将更加多样化多工序集中加工的数控机床品种越来越多激光加工等技术将应用在切削加工机床上从而扩大多工序集中的工艺范围数控机床的自动化程度更加提高并具有多种监控功能从而形成一个柔性制造单元更加便于纳入高度自动化的柔性制造系统中。 数控铣床的分类 :数控立式铣床 数控立式铣床是数控铣床中数量最多的一种应用范围也最为广泛。小型数控铣床一般都采用工作台移动、升降、及主轴不动方式与普通立式升降台铣床相似中型数控立式铣床一般采用纵向和横向工作台移动方式且主轴沿垂直溜板上下运动大型数控立式铣床因要考虑到扩大行程缩小占地面积及刚性等技术问题往往采用龙门架移动式其主轴可以在龙门架的横向与垂直溜板上运动而龙门架则沿床身作纵向运动。 从机床数控系统控制的坐标数量来看目前3坐标数控立式铣床仍占大多数。一般可进行3坐标联动加工但也有部分机床只能进行3坐标中的任意二个坐标联动加工。此外还有机床主轴可以绕X、Y、Z坐标轴中其中一个或两个轴作数控摆角运动的4坐标和5坐标数控立式铣床。一般来说机床控制的坐标轴越多特别是要求联动的坐标轴越多机床的功能、加工范围及可选择的加工对象也越多。但随之而来的是机床的结构更复杂对数控系统的要求更高编程的难度更大设备的价格也更高。 数控立式铣床可以附加数控转盘采用自动交换台增加靠模装置等来扩大数控立式铣床的功能加工范围和加工对象进一步提高生产效率。 卧式数控铣床 与通用卧式铣床相同其主轴级平行于水平面。
为了扩大加工范围和扩大功能卧式数控铣床通常采用增加数控转盘或万能数控转盘来实现4、5坐标加工这样不但工件侧面上的连续回转轮廓可以加工出来而且可以实现在一次安装中通过转盘改变工位进行“四面加工”。可以省去许多专用夹具或专用角度成型铣刀。对箱体类零件或需要在一次安装中改变工位的工件来说选择带数控转盘的卧式铣床进行的。加工是非常合适 这类铣床目前正在逐渐增多它的主轴方向可以更换能达到在一台机床上既可以进行立式加工又可以进行卧式加工其使用范围更广功能更全选择加工的对象和余地更大给用户带来了很多方便特别是当生产批量小品种较多又需要立卧两种方式加工时用户只需买一台这样的机床就行了。 立、卧两用数控铣床的主轴方向的更换有手动与自动两种采用数控万能主轴头的立、卧两用数控铣床其主轴头可以任意转换方向可以加工出与水平面呈各种不同角度的工件表面。当立、卧两用数控铣床增加数控转盘后就可以实现对工件的“五面加工”。即出除了工件与转盘贴合的定位面外其它表面都可以在一次安装中进行加工。因此其加工性能非常优越。 数控铣床的结构特征 :数控铣床的主轴特征 数控铣床的主轴开启与停止主轴正反转与主轴变速等都可以按输入介质上编入的程序自动执行。不同的机床其变速功能与范围也不同。有的采用变频机组固定几种转速可自选一种编入程序但不能在运转时改变。有的采用变频器调整将转速分为几档编程时可任选一档在运转中可通过控制面板上的旋钮在本档范围内自由调节有的则不分档编程时可在整个范围内无级调速。但是在实际操作中调速不能有大起大落的突变只能在允许的范围内调高或调低只能在允许的范围内一般都设有自动拉、退刀装置能在数秒内完成装刀与卸刀换刀比较方便。此外多坐标数控铣床的主轴可以绕X、Y或Z轴作数控摆动扩大了主轴自身的运动范围但是主轴结构更加复杂。 控制机床运动的坐标特征 为了要把工件上各种复杂的形状轮廓连续加工出来必须控制刀具沿平面上设定的直线、圆弧或空间直线、圆弧轨迹运动因此要求数控铣床的伺服拖动系统能在多坐标方向同时协调动作并保持预定的相互关系这就要求机床应能实现多坐标联动。数控铣床要控制的坐标数最少是3坐标中任意两坐标联动。要实现连续加工直线变斜角工件应实现四坐标联动。若要加工曲线变斜角工件是要求实现五坐标联动。因此数控铣床所配置的数控系统档次一般都比其它数控机床相应更高一些。 数控铣床的主要功能及加工对象 。数控铣床的功能 数控铣床的功能分为一般功能和特殊功能。一般功能是指各类数控铣床普遍所具有的功能。如点位控制功能、刀具半径自动补偿功能、镜象加工功能、 固定循环功能等。特殊功能是指数控铣床在增加了某些特殊装置或附件后分别具有或兼备的一些特殊功能。如刀具长度补偿功能、靠模加工功能、自动变换工作台功能、自适应功能、数控采集功能等。 在使用数控铣床加工工件时只要充分利用数控铣床的各种功能就可以加工许多普通铣床难加工的工件。数控铣床的主要加工对象有平面类零件变斜角类零件曲面类立体类零件。自动换刀装置ATC及其形式 数控机床为了进一步提高生产率进一步压缩非切削时间现代的机床逐步发展为在一台机床上在一次装中完成多工序或全部工序的加工。数控机床为了能在工件一次装夹中完成多个工步以缩减辅助时间和减少多次安装工件引起的误差通常带有自动换刀系统。
对工件的多工序加工而设置的存储及更换刀具的装置称为自动换刀装置Automatic Tool ChangeART自动换刀Automatic Tool Change 简称ATC系统由控制系统和换刀装置组成。在数控铣床的基础上如果再配以刀具和自动换刀系统就构成加工中心Machining center 简称MC。在这类数控机床上自动换刀装置ATC是必不可少的。例如加工中心机床又称多工序自动换刀数控机床它主要是指具有自动换刀及自动改变工件加工位置工能的数控机床具有自动换刀装置是加工中心机床的典型特征是多工序加工的必要条件。自动换装置的功能对整机的加工效率有很大的影响。由于普通的数控立式铣床加工的一般是中小零件其大多需要几把刀具加工10把刀具以内故增加自动换刀装置并同时自动变换主轴转速。可减轻劳动强度减少换刀时间既提高了机床的自动化程度又提高了劳动生产率。因此数控立式铣床作为数控铣床中数量最多、应用范围也最广的一种对其附加能够快速、准确地换刀的自动换刀装置是非常有必要的。 各类数控机床的自动换刀装置的结构取决于机床的型式、工艺范围及刀具的种类和数量等。这种装置主要可以分为以下几种形式:1回转刀架换刀形式 2更换主轴头换刀形式 3带刀库的自动换刀形式 1自动换刀装置应当满足的基本要求 1刀具换刀时间短。 2刀具重复定位精度高。 3足够的刀具储存量。 4刀库占地面积小。 5换刀安全可靠。
第二章 总体方案的确定
依据设计任务书我们的任务是给XKA5032A/C数控立式升降台铣床设计安装合适的自动换刀装置。主要技术参数为 1刀库容量6 2选刀方式顺序选刀 3重复精度5quot XKA5032A/C数控立式升降台铣床主要由床身、升降台、工作台、立铣头、主传动、主变速、拉刀机构、液压系统、自动润滑系统、冷却系统、吊挂、电柜等部分组成。机床本身并不带自动换刀装置。自动换刀装置作为一套独立的、完整的机床部件设计依据是该机床的型式、工艺范围及刀具的种类和数量等。 XKA5032A/C数控立式升降台铣床及其主要参数 XKA5032A型数控立式升降台铣床是一种使用范围广泛的机床根据用户要求配置国内外OSPU10M、SIEMENS802D、华中Ⅰ号先进数控系统可手动或自动操作。它可以实现X、Y、Z三轴同时定位/直线插补同时二轴圆弧插补。OPS全域绝对位置检测。每次开机无须回零简化机床操作。尤其在发生停机、断电、更换程序等情况后再启动时不用整机回零可以直接开机方便操作。尤其方便不熟练操作工、繁忙操作工、电力不良等情况下的使用。可采用主程序、子程序进行编程最小单位可选0001mm。具有标准机床坐标系、工件坐标系绝对值、增量可并用。各有50组刀具长度、半径长度补偿。彩色LCD中文显示具良好人机对话窗口系统具有160m存储容量可进行程序编辑、管理可用RS232C接口、144软盘进行数据输入、输出 便于加工程序的管理。可以对程序进行模拟加工刀具轨迹跟踪及动画仿真、图形动画显示记录运行时间及作业信息。其主要结构特点 1主传动系统为75Kw的交流电动机通过弹性连轴器驱动主传动箱主传动箱内有三组滑移齿轮液压预选变速机构推动各滑移齿轮组成18种转速再传到铣头上的主轴主传动箱内有电磁制动器主轴制动迅速平稳。 2进给系统 X、Y、Z三个的进给都是由交流伺服电机驱动的。电机通过同步齿形带驱动滚珠丝杠从而使部件沿导轨移动。伺服电机及其相应的速度控制单元和用于位置检测的脉冲编码器等均受控于数控系统以完成各种进给运动。 同步齿形带可张紧以减少传动间隙噪声亦可降低。 垂向电机是带制动器的当断电时垂向刹紧以防止升降台因自重而下滑。 3铣头上的立式主轴有符合国际标准的ISONo50锥孔可安装标准的铣刀或铣夹头。主轴的轴向位置可调整连同套筒一起作轴向伸出。主轴也可以连同一起在左右各45°范围内调整成倾斜位置。 4刀柄采用标准XT50形式可与万能铣床刀柄通用。 5润滑系统 自动润滑站配以递进式分油器对机床导轨副、滚珠丝杠副及齿轮副等进行自动的定时定量润滑每次加油量和两次间的时间间隔都是可调的力求保证每个润滑点的合理油量。 6机床采用侧挂式电柜和吊挂式操纵站机电一体整体装运安装方便集中操纵但能又多 位置操作。 7半自动的装卸刀 机构安装在铣头的上方通过两个按钮分别控制装而安全即使主轴向外伸出也不会影响刀具的装卸。 其主要规格及技术参数 该机床推荐使用的最大切削范围如下 铣切钢钢的含碳量045抗拉强度600N/mm2。铣刀直径100mm齿数4 铣切宽度50mm铣切深度3 mm主轴转速750 r/min进给量750mm/min。 铣切灰铸铁材料HT200硬度HB150225。铣刀直径250mm齿数14 铣切宽度150mm铣切深度37 mm主轴转速475 r/min进给量300mm/min 22初定其自动换刀装置的设计参数 在铣削轮廓时为了保证一次连续地加工出全部表面应选用半径小于工件最小轮廓半径的刀具而在实际的生产加工中常尽量选用直径较大的铣刀因参数名称 单位 数量 工作台面尺寸长X宽 mm 320 X 1320 工作台纵向X行程 mm 780 工作台纵向Y行程 mm 300 工作台纵向Z行程 mm 380 主轴孔径 mm 29 主轴端面至工作台面的距离 mm 70450 主轴中心线至床身导轨面距离 mm 350 定位精度及重复定位精度 mm ±0015、±0005 主轴端部锥度 ISO No50 立铣头最大回转角度 45° 主轴转速级数 18 主轴转速范围 r/min 301500 工作台进给级数 无级 纵、横向进给范围 mm/min 63200 垂向进给范围 mm/min 31600 纵、横向快进速度 mm/min 6000 垂向快进速度 mm/min 3000 主传动电动机功率 kw 75 主传动电动机转速 r/min 1440 工作台最大承载重量 kg 320 主轴最大扭矩 5m 1000 机床外形尺寸长X宽X高 mm 1929 X 2055 X 2216 机床重量 kg 28003000 。 为大直径铣刀刚性好耐用度高。由XKA5032A/C数控立式升降台铣床推荐使用的最大切削范围可知当铣切
参考文献
[1] 胡俊,等。主从式数控系统中的数据通讯。机床与液压,2000,1
[2] 黄勇,等。机床数控系统的发展趋势。机械,1997,1
[3] 李跃军。数控机床与维修。化学工业出版社,2008,9
[4] 牛玉丽。机械设计基础。中国轻工业出版社,2008,1
[5] 张超英。数控车床。化学工业出版社,2003,9
[6] 杨黎明.机械零件设计手册.第一版.国防工业出版社,1986,12
[7] 吴宗泽。机械设计。第一版。中央广播电视大学出版社,1998,2
[8] 卢颂峰。机械设计课程设计手册。第一版。中央广播电视大学出版社,1998,4
[9] 非标准零件手册。第三版。国防工业出版社
[10] 液压与气动传动。机械工业出版社
[11] 机械手及其应用。机械工业出版社
[12] 液压元件样本。机械工业出版社
[13] 杨长能, 张兴毅。可编程序控制器基础及应用。第一版。重庆大学出版社,1992,1
[14] 左建民。液压与气压传动。第二版。北京:机械工业出版社,1999,5
[15] 孙燕华。AutoCAD2000机械制图。北京:机械工业出版社,2002,9
[16] 顾京。数控加工编程及操作。北京:高等教育出版社,2003,9
[17] 陈立德。机械设计基础课程设计指导书。第二版。北京:高等教育出版社,2004,6
[18] 金大鹰。机械制图。北京:机械工业出版社,2001,7
[19] 柴鹏飞。机械设计基础。北京:机械工业出版社,2004,8




