


锡柴4110发动机气缸垫的数控铣削加工
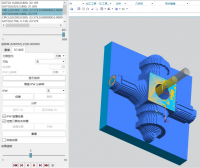
摘要:气缸垫是锡柴4110发动机的重要组成部分,这里运用数控加工工艺以及数控铣床对其进行切削加工。首先对气缸垫零件进行工艺分析,确定其所需要的加工工序,再选择适合的毛坯零件。然后对气缸垫加工参数进行具体而精确的计算,运用UG三维建模画出气缸垫成品的模型。选择台虎钳作为夹具,刀具选择端铣刀和钻孔刀,确定工件的定位和装夹方案。最后使用斯沃数控仿真系统进行仿真加工。
关键词:UG,加工工艺,夹具,斯沃
CNC milling of Xichai 4110 Engine Cylinder Head Gasket
Abstract: Cylinder head gasket is an important part of Xichai 4110 engine, where the use of CNC machining and CNC milling technology for its cutting. First, the cylinder head gasket parts for process analysis to determine the processing operations they need, and then select the appropriate blank parts. Then the cylinder head gasket processing parameters specific and precise calculations, the use of three-dimensional modeling UG draw cylinder head gasket finished model. Select a vise clamps, end milling and drilling tool selection knives, determine workpiece positioning and clamping scheme. Finally, Swatch NC simulation system using simulation. processing.Keywords: UG, processing technology, fixtures, Swatch
目录
毕业设计开题报告………………………………………………………………………………1
毕业设计任务书…………………………………………………………………………………2
摘要、关键字(含中英文)………………………………………………………………….4
目录…………………………………………………………………………………………………5
第一章 序言……………………………………………………………………………………...6
1.1数控铣床的简介 7
1.2数控铣床加工的特点 8
1.3数控铣床的组成 9
1.4数控铣床的发展趋势 10
第二章 气缸垫工艺设计 11
2.1适合数控加工的零件及毛坯确定 12
2.2制定工艺路线 13
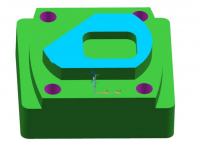
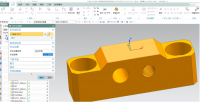
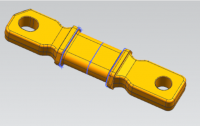
2.3气缸垫三维图 14
2.4气缸垫零件图工艺分析 15
第三章 气缸垫加工参数确定及计算………………………………………………………16
第四章 气缸垫夹具设计……………………………………………………………………..20
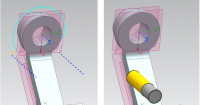
4.1工件的定位与装夹方案 22
4.2夹具三维图及设计方案..…………………………………………………………..25
4.3刀具的选择…………………………………………………………………………….26
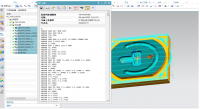
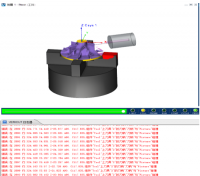
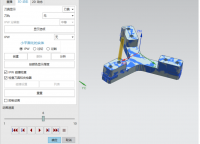
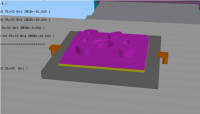
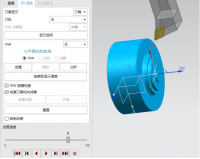
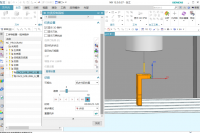
第五章 加工仿真 28
第六章 总结与展望 37
小结与致谢 38
参考文献 39
第一章 序言
气缸垫是内燃机中重要的接合零件之一,其主要任务是在缸盖螺栓预紧力的作用下,完成缸盖和气缸体的接合,如今高速加工技术发展迅速,在高档数控机床中得到广泛应用。应用新的机床运动学理论和先进的驱动技术,优化机床结构,采用高性能功能部件,移动部件轻量化,减少运动惯性。在刀具材料和结构的支持下,从单一的刀具切削高速加工,发展到机床加工全面高速化,如数控机床主轴的转速从每分钟几千转发展到几万转、几十万转;快速移动速度从每分钟十几米发展到几十米和超过百米;换刀时间从十几秒下降到10秒、3秒、1秒以下,换刀速度加快了几倍到十几倍。应用高速加工技术达到缩短切削时间和辅助时间,从而实现加工制造的高质量和高效率。
数控加工是机械制造中的先进的加工技术是一种高效率,高精度与高柔性特点的自动加工方法,数控加工技术可有效解决复杂、精密、小批多变零件的加工问题,充分适应了现代化生产的需要,制造自动化是先进制造技术的重要组成部分,其核心技术是数控技术,数控技术是综合计算机、自动技术、自动检测及精密机械等高新技术的产物,它的出现及所带来的巨大利益,已引起了世界各国技术与工业界的普遍重视,目前,国内数控机床使用越来越普及,如何提高数控加工技术水平已成为当务之急,随着数控加工的日益普及,越来越多的数控机床用户感到,数控加工工艺掌握的水平是制约手工编程与CAD/CAM集成化自动编程质量的关键因素。
数控加工工艺是数控编程与操作的基础,合理的工艺是保证数控加工质量发挥数控机床的前提条件,从数控加工的实用角度出发,以数控加工的实际生产为基础,以掌握数控加工工艺为目标,在介绍数控加工切削基础,数控机床刀具的选用,数控加工的定位与装夹以及数控加工工艺基础等基本知识的基础上,分析了数控车削的加工工艺。
1.1数控铣床的简介
数控机床是数字控制机床(Computer numerical control machine tools)的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作并加工零件。
控制对象不仅可以是位移、角度、速度等机械量,也可以是温度、压力、流量、颜色等物理量,这些量的大小不仅是可以测量的,而且可以经A/D或D/A转换,用数字信号来表示。数控技术是近代发展起来的一种自动控制技术,是机械加工现代化的重要基础与关键技术。
数控铣床种类繁多,由数控系统通过伺服驱动系统去控制各运动部件的动作,主要用于曲面和复杂零件的多工序加工,具有高精度、高效率、高柔性化等综合特点,适合中小批量形状复杂零件的多品种、多规格生产。
1.2数控铣床加工的特点
(1)具有复杂形状加工能力
复杂形状零件在飞机、汽车、造船、模具、动力设备和国防军工等制造部门具有重要地 位,其加工质量直接影响整机产品的性能。数控加工运动的任意可控性使其能完成普通加工方法难以完成或者无法进行的复杂型面加工。
(2)高质量
数控加工是用数字程序控制实现自动加工,排除了人为误差因素,且加工误差还可以由数控系统通过软件技术进行补偿校正。因此,采用数控加工可以提高零件加工精度和产品质量。
(3)高效率
与采用普通机床加工相比,采用数控加工一般可提高生产率2—3倍,在加工复杂零件时生产率可提高十几倍甚至几十倍。特别是五面体加工中心和柔性制造单元等设备,零件一次装夹后能完成几乎所有表面的加工,不仅可消除多次装夹引起的定位误差,还可大大减少加工辅助操作,使加工效率进一步提高。
(4)高柔性
只需改变零件程序即可适应不同品种的零件加工,且几乎不需要制造专用工装夹具,因而加工柔性好,有利于缩短产品的研制与生产周期,适应多品种、中小批量的现代生产需要。
(5)减轻劳动强度,改善劳动条件
数控加工是按事先编好的程序自动完成的,操作者不需要进行繁重的重复手工操作,劳动强度和紧张程度大为改善,劳动条件也相应得到改善。
(6)有利于生产管理
数控加工可大大提高生产率、稳定加工质量、缩短加工周期、易于在工厂或车间实行计算机管理。数控加工技术的应用,使机械加工的大量前期准备工作与机械加工过程联为一体,使零件的计算机辅助设计(CAD)、计算机辅助工艺规划(CAPP)和计算机辅助制造(CAM)的一体化成为现实,宜于实现现代化的生产管理。
1.3数控铣床的组成
数控机床一般由下列几个部分组成:
1、主机,它是数控铣床的机械本体,包括床身、主轴箱、工作台和进给机构等。
2、数控装置,是数控铣床的核心,包括硬件(它是数控铣床的控制核心,本课程讲述的是CNC系统为BEIJING-FANUC 0i – MB系统。)以及相应的软件,用于输入数字化的零件程序,并完成输入信息的存储、数据的变换、插补运算以及实现各种控制功能。
3、驱动装置,他是数控机床执行机构的驱动部件,包括主轴驱动单元、进给单元、主轴电机及进给电机等。他在数控装置的控制下通过电气或电液伺服系统实现主轴和进给驱动。当几个进给联动时,可以完成定位、直线、平面曲线和空间曲线的加工。
4、辅助装置,指数控机床的一些必要的配套部件,用以保证数控机床的运行,如冷却、排屑、润滑、照明、监测等。它包括液压和气动装置、排屑装置、交换工作台、数控转台和数控分度头,还包括刀具及监控检测装置等。
5、编程及其他附属设备,可用来在机外进行零件的程序编制、存储等。
1.4数控铣床的发展趋势
高速加工技术发展迅速,在高档数控机床中得到广泛应用。应用新的机床运动学理论和先进的驱动技术,优化机床结构,采用高性能功能部件,移动部件轻量化,减少运动惯性。在刀具材料和结构的支持下,从单一的刀具切削高速加工,发展到机床加工全面高速化,如数控机床主轴的转速从每分钟几千转发展到几万转、几十万转;快速移动速度从每分钟十几米发展到几十米和超过百米;换刀时间从十几秒下降到10秒、3秒、1秒以下,换刀速度加快了几倍到十几倍。应用高速加工技术达到缩短切削时间和辅助时间,从而实现加工制造的高质量和高效率。
通过机床结构优化、制造和装配的精化,数控系统和伺服控制的精密化,高精度功能部件的采用和温度、振动误差补偿技术的应用等,从而提高机床加工的几何精度、运动精度,减少形位误差、表面粗糙度。加工精度平均每8年提高1倍,从1950年至2000年50年内提升100倍。目前,精密数控机床的重复定位精度可以达到1μm,进入亚微米超精加工时代。
参考文献
【1】董兆伟主编,《数控机床编程技术》,北京;机械工业出版社,2009.9
【2】姜爱国.,《数控机床技能数实训[M]》. 北京理工大学出版社,2006
【3】李正峰.,《数控加工工艺[M]》. 上海交通大学出版社,2004
【4】罗学科,《数控机床变成与操作实训[M]》. 北京化学工业出版社,2002
【5】李佳.,《数控机床及应用[M]》. 北京清华大学出版社,2001
【6】徐伟,《数控机床仿真实训》,北京,电子工业出版社,2004-8
【7】许镇宇,《机械零件》,北京,高等教育出版社,1983
【8】王中发,《实用机械设计》,北京,北京理工大学出版社,1998
【9】张树森,《机械工程学》,辽宁,东北大学出版社,2001
【10】王泓,《机械制造基础》,北京,北京理工大学出版社,2006
【11】夏碧波,《机械制造技术》,北京,中国电力出版社,2008
【12】孙大勇,《先进制造技术》,,北京,机械工业出版社,1999
【13】张俊生,《金属切削机床与数控机床》,北京,机械工业出版社,2000
毕业设计附录:
1. 气缸垫零件图
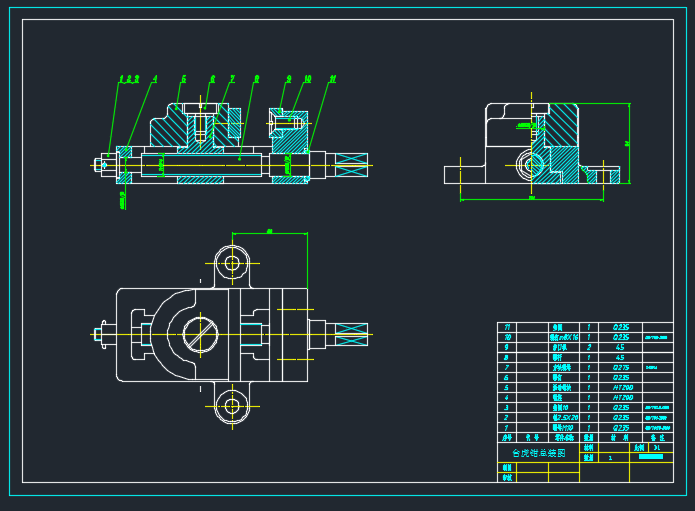
2. 台虎钳总装图
3. 台虎钳装配图
4. 程序清单
5. 外文翻译资料




