


CA6140数控车床系统XZ工作台传动装置改造
摘 要
我国是世界上机床产量最多的国家,但数控机床的产品竞争力在国际市场中仍处于较低水平,即使在国内市场也面临着严峻的形势:一方面国内市场对各类机床产品特别是数控机床有大量的需求,而另一方面却有不少国产机床滞销积压,国外机床产品充斥市场,严重影响我国数控机床自主发展的势头。这种现象的出现,除了有经营上、产品质量上和促销手段上等的原因外,一个最主要的原因就是新产品(包括基型、变型和专用机床)的开发周期长,不能及时针对用户的需求提供满意的产品。
普通机床的数控化改造事业方兴未艾,在我国目前形式下将大批故障机床尤其是一大批闲置的普通机床进行改造、升级,以较小的投入尽快使这批设备在经济发展中发挥效能、创造效益,的确是许多企业的一项不可忽视的课题。
关键词: 脉冲发生器 滚珠丝杠 滚珠丝杠螺母副 自动刀架
塑料导轨软带
Abstract
China is a country with the largest machine tool production in the world, but the competitiveness of nc machine tool products in the international market is still in the low, even in the domestic market is faced with severe situation: on the one hand, the domestic market for all kinds of machine tool products especially nc machine tools have a large number of demand, while on the other hand there are a number of domestic stockpiles, machine tool machine tool products flooding the market abroad, the serious influence our country numerical control machine tool of autonomous development momentum. The emergence of this phenomenon, in addition to the fine management, product quality and promotion methods, the cause of one of the most main reason is the new product (including the base type, forms and special machine tools) development cycle is long, can't timely according to the needs of users to provide satisfactory products.
Common machine tool numerical control transformation in beginning, in our country at present will form a large number of fault machine tools, especially a large number of idle modification, general machine tools, upgrades, as soon as possible to make this batch of equipment with the smaller input function in the economic development and create benefit, is many enterprises an issue cannot be ignored.
Keywords: pulse generator Ball screw Ball screw nut pair of automatic tool rest
Plastic guide soft belt
目 录
摘要……………………………………………………………………………………………..Ⅰ
Abstract ……………………………………………………………………………Ⅰ
第1章 引言 3
1.1 数控车床发展趋势 3
1.2 CA6140车床的介绍 4
第2章 毕业设计的内容 6
2.1 毕业设计的目的、意义 6
2.2 毕业设计的要求 6
2.3 毕业设计的题目及参数要求 6
第3章 数控系统总体方案的确定 7
3.1 系统运动方式的确定 ………………………………………………………7
3.2 伺服系统的选择 ……………………………………………………………7
3.3 计算机系统的选择 …………………………………………………………7
3.4 X—Z工作台的传动方式 ……………………………………………………7
第4章 机械部分设计 9
4.1 确定系统脉冲当量 9
4.2 工作台外形尺寸及重量初步估算 9
4.3 滚动导轨副的计算、选择 10
4.4 滚珠丝杠计算、选择 12
4.5 齿轮计算、设计 19
4.6 步进电机惯性负载的计算 20
4.7 步进电机的计算选择 21
第5章 结论与致谢 25
第6章 参考文献 26
毕业设计附录目录:
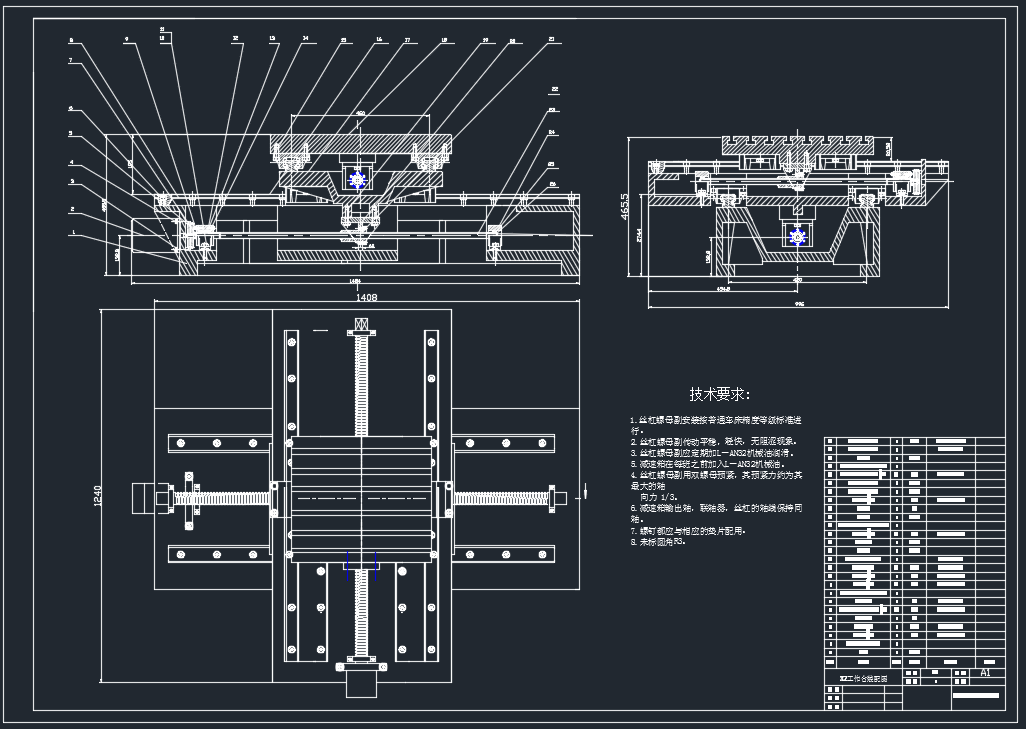
1. XZ工作台装配图
2. 滚珠丝杠副图
3. 滚珠丝杠装配图
4. 大齿轮图
5. 小齿轮图
6. 步进电机驱动流程图
第1章、引言
1.1数控车床发展趋势
数控机床最早诞生于美国。1948年,美国帕森斯公司在研制加工直升机叶片轮廓检查用样板的机床时,提出了数控机床的设想,后受美国空军委托与麻省理工学院合作,于1952年试制了世界上第一台三坐标数控立式铣床,其数控系统采用电子管。1960年开始,德国、日本、中国等都陆续地开发、生产及使用数控机床,中国于1968年由北京第一机床厂研制出第一台数控机床。1974年微处理器直接用于数控机床,进一步促进了数控机床的普及应用和飞速发展。
由于微电子和计算机技术的不断发展,数控机床的数控系统一直在不断更新,到目前为止已经历过以下几代变化:
第一代数控(1952~1959年):采用电子管构成的硬件数控系统;
第二代数控(1959~1965年):采用晶体管电路为主的硬件数控系统;
第三代数控(1965年开始):采用小、中规模集成电路的硬件数控系统;
第四代数控(1970年开始):采用大规模集成电路的小型通用电子计算机数控系统;
第五代数控(1974年开始):采用微型计算机控制的数控系统;
第六代数控(1990年开始):采用工控PC机的通用CNC系统。
前三代为第一阶段,数控系统主要是由硬件联结构成,称为硬件数控;后三代称为计算机数控,其功能主要由软件完成。
近20年来,随着科学技术的发展,先进制造技术的兴起和不断成熟,对数控技术提出了更高的要求。目前数控技术主要朝以下方向发展:
1)向高速度、高精度方向发展
2)向柔性化、功能集成化方向发展
3)向智能化方向发展
4)向高可靠性方向发展
5)向网络化方向发展
1.2 CA6140车床的介绍
车床目录
CA6140普通卧式车床的组成及功能
(1)主轴箱。它固定在机床身的左端,装在主轴箱中的主轴(主轴为中空,不仅可以用于更长的棒料的加工及机床线路的铺设还可以增加主轴的刚性),通过夹盘等夹具装夹工件。主轴箱的功用是支撑并传动主轴,使主轴带动工件按照规定的转速旋转。
(2)床鞍和刀架部件。它位于床身的中部,并可沿床身上的刀架轨道做纵向移动。刀架部件位于床鞍上,其功能是装夹车刀,并使车刀做纵向、横向或斜向运动。
(3)尾座。它位于床身的尾座轨道上,并可沿导轨纵向调整位置。尾座的功能是用后顶尖支撑工件。在尾座上还可以安装钻头等加工刀具,以进行孔加工。
(4)进给箱。它固定在床身的左前侧、主轴箱的底部。其功能是改变被加工螺纹的螺距或机动进给的进给量。
(5)溜板箱。它固定在刀架部件的底部,可带动刀架一起做纵向、横向进给、快速移动或螺纹加工。在溜板箱上装有各种操作手柄及按钮,工作时工人可以方便地操作机床。
(6)床身。床身固定在左床腿和右床腿上。床身是机床的基本支撑件。在床身上安装着机床的各个主要部件,工作时床身使它们保持准确的相对位置。 改造条件
(1)机床基础件有足够的刚性
数控机床属于高精度机床,工件移动或刀具移动的位置精度要求很高,必须在0·001~0·01mm之间,高的定位精度和运动精度要求原有机床基础件具有很高的静刚度和动刚度。本次用于改造的CA6140车床自购进后一直保养良好,机床基础件刚性满足要求。
(2)机床数控改装的总费用合适,经济性好
机床数控改装分两部分进行:一是维修机械部分。更换或修理磨损零件,调试大型基础零件,增加新的功能装置,提高机床的精度和性能,另一方面是舍弃原有的一部分进给系统,用新的数控系统和相应的装置来替代。改造总费用由机械维修和增加的数控系统两部分组成。若机床的数控改造的总费用仅为同类型车床价格的50% ~60%时,该机床数控改造在经济上适宜。经过考查,若购买同样配置的车床约需10万元,而我校机床数控改造的总费用为5·1万元,仅占51%,因此该机床数控改造在经济上是合适的。
系统配置
该系统由SIEMENS 802S系统、接口电路、驱动线路及步进电机等组成,另外还配有自动转塔刀架、主轴变频调速器及主轴编码器等,系统属开环控制系统。其主要技术性能和参数如下:
(1)系统控制部分。采用SIEMENS 802S系统,键盘和显示部分装在面板上。
(2)系统软件具有若干指令。其中加工指令有
直线、斜线、螺纹、锥螺纹和圆弧等5条指令。可实现车削外圆、端面、台阶、割槽、锥度、倒角、螺纹、顺圆弧和逆圆弧等操作。控制指令有结束循环、暂停、延时、延时换刀、编码换刀、通讯等,与加工指令配合,可加工出各种较复杂的零件。
(3)系统环境工作条件。温度-10~+40℃;湿度为40% ~80%。
(4)输入电网电压。交流(220±22)V;频率为50Hz;电流为1·5A。
(5)步进电机。BYG550C-2型电机两台,驱动电压为110V;相电流为2·5A;步距角为0·36°/步;静力距为12N·
参考资料
【1】、文怀兴、夏田 .《数控机床系统设计》 北京:北京化工出版社,2005.
【2】、韩荣第 .《金属切削原理与刀具》 哈尔滨:哈尔滨工业大学出版社,2007.
【3】、李洪 .《机床设计手册》北京:辽宁科学技术出版社,1999.
【4】、陈家芳.《金属切削工艺手册》 上海:上海科学技术出版社, 2005.
【5】、杨建明. 《数控加工工艺与编程》北京:北京理工大学出版社,2009.
【6】、张新义.《经济型数控机床系统设计》北京:机械工业出版社,2000
【7】、尹志强.《机电一体化系统毕业设计指导书》北京:机械工业出版社,2007.
【8】、杨春光 《我国机电一体化技术的现状和发展趋势[J]》 《科技促进发展》 2007 (03)
【9】、毅刚 《单片机原理与应用[M]》高等教育出版社 2003
【9】、张大明 彭旭昀 《尚静基.单片微机控制应用技术[M]》机械工业出版社 2006




