



刀库捷径方向选择plc控制系统的设计
摘要:早期的可编程控制器称作可编程逻辑控制器(Programmable logic PLC),它主要用来代替继电器实现逻辑控制,随着技术的发展,这种采用微型计算机技术的工业控制装置功能已经大大超过了逻辑控制范围,因此,今天这种装置称作可编程控制器,简称PLC。但是为了避免与个人计算机(Personal Computer)的简称混淆,所以将可编程序控制器简称PLC。
PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC已经广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,无论船上陆上都有广泛应用。它具有高可靠性、抗干扰能力强、功能强大、灵活,易学易用、体积小,重量轻,价格便宜的特点。
关键词:可编程逻辑控制器
Knife library shortcut a direction control
Abstract:Early PLC programmable logic controller (Programmable logic PLC), which is mainly used to replace relay logic control to achieve, with the development of technology, industrial control device function of the microcomputer technology has greatly exceeded the scope of logic control, therefore, today, the device known as programmable controller, referred to as PLC. But in order to avoid the personal computer (Personal Computer) short confusion, it will be as PLC programmable controller.
PLC is an electronic device designed for applications in the industrial design environment for digital operation. It can be programmed using the memory, used to implement logic operation, sequence operation, timing, counting and arithmetic operation in its internal storage instructions, and through digital or analog input and output, machinery or production process control of various types. PLC has been widely used in iron and steel, petroleum, chemical, electric power, building materials, machinery manufacturing, automotive, textile, transportation, environmental protection and cultural entertainment industries, regardless of the boat on land application. It has high reliability, strong anti-interference ability, strong function, flexible, easy to use, small volume, light weight, low-cost characteristic.
Keywords: Programmable logic PLC
目 录
第一章 引言………………………………………………………………………7
1.1 机电一体化技术的概述……………………………………………… 7
1.2 S7-200功能指令……………………………………………………… 8
1.3 传感器的概述………………………………………………………… 9
第二章 系统总体设计…………………………………………………………10
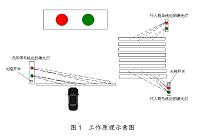
2.1 系统描述及控制要求……………………………………………………10
2.2 实验目的及步骤…………………………………………………………11
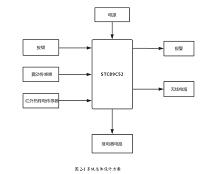
2.3 S7-200系列PLC的硬件系统……………………………………………12
2.4 PLC的选型……………………………………………………………… 13
第三章 控制系统的设计………………………………………………………15
3.1 控制任务I/O分配…………………………………………………… 15
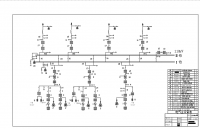
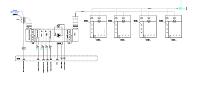
3.2 主电路设计…………………………………………………………… 16
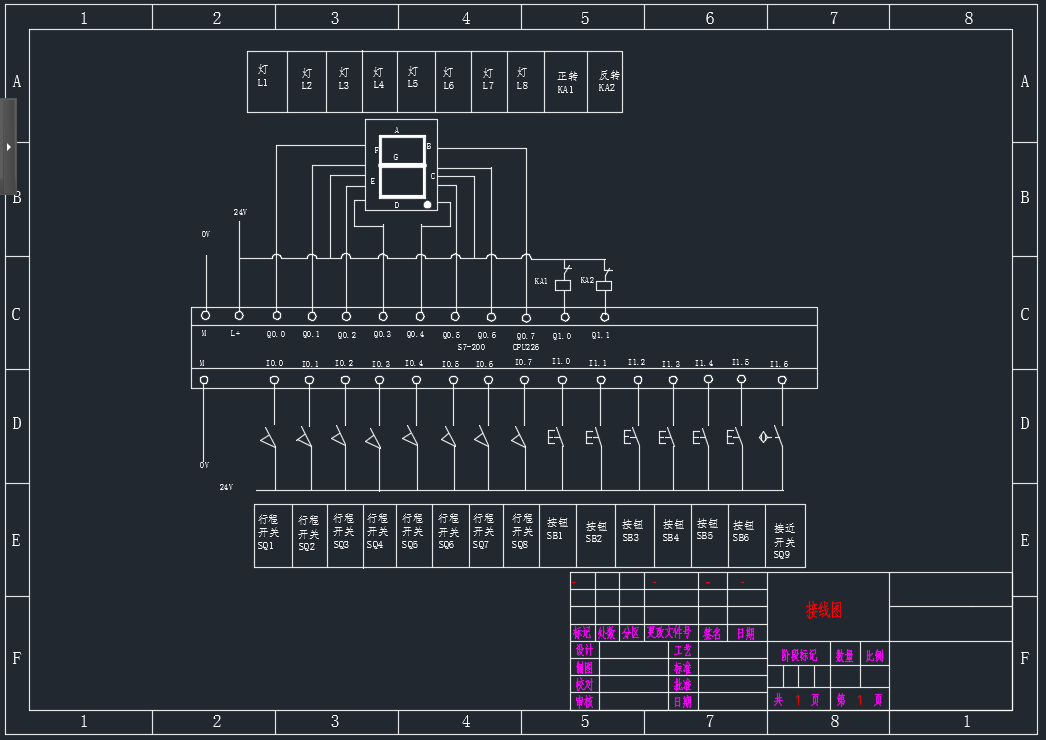
3.3 设计控制接线图……………………………………………………… 17
3.4 PLC程序……………………………………………………………… 18
第四章 总结与展望……………………………………………………………27
小结并致谢 ………………………………………………………………………29
参考文献 …………………………………………………………………………29
第一章 引言
1.1机电一体化技术的概述
1.1.1机电一体化的基本概念
机电一体化技术是20世纪60年代在传统的机械技术 基础上,随着电子技术、计算机技术、特别是微电子技术和信息技术的迅猛发展而发展起来的一门新技术。
机电一体化技术综合应用了机械技术、微电子技术、信息处理技术、自动控制技术、检测技术、电力电子技术、接口技术及系统总体技术等群体技术。机电一体化技术从系统的观点出发,根据系统功能目标和优化组织结构目标,以智能、动力、结构运动和感知等组成要素为基础,对各组成要素及其间的信息处理、接口耦合、运动传递、物质运动、能量转换机理进行研究,使得整个系统有机结合与综合集成,并在系统程序和微电子电路的有序信息流控制下形成物质和能量的又有规则运动,在高质量、高精度、高可靠性、低能耗意义上实现多种技术功能复合的最佳功能价值的系统工程技术。
机电一体化又称机械电子学,英文Mechatronics,由机械学Mechanics的前半部分与电子学Electronics的后半部分组合而成。机电一体化最早出现在1971年日本《机械设计》杂志的副刊上,随着机电一体化技术的快速发展,机电一体化的概念被人们广泛接受和普遍使用。1996年出版的Webster大词典收录了这个日本造的英文单词,这不仅意味着“Mechatronics”这个单词得到了世界各国学术界和企业界的认可,还意味着“机电一体化”的哲理和思想为世人所接受。
1.1.2机电一体化的发展状况
与其他科学技术一样,机电一体化技术的发展也经历了一个较长期的过程。机电一体化的发展大体可以分为3个阶段;
20世纪60年代以前为第一阶段,这一阶段称为初级阶段;
20世纪70-80年代为第二阶段,可称为蓬勃发展阶段;
20世纪90年代后期,开始了机电一体化技术向智能化方向迈进的新阶段,机电一体化进入深入发展时期。
机电一体化生产系统是现代工业生产的灵魂,任何行业只要进行产品生产就离不开生产设备,而现代化的生产设备也离不开一套完整的机电一体化控制系统。例如,汽车车身冲压生产线,柔性装配系统,食品灌注包装流水线等。都是机电一体化柔性生产系统的典型代表。机电一体化柔性生产系统以 PLC技术为核心,它是现代工业技术发展的标志与方向。
1.2 S7-200功能指令
1.2.1 S7-200PLC功能指令概述
一般的逻辑控制系统用软继电器、定时器和计数器及基本指令就可以实现。利用功能指令可以开发出更复杂的控制系统,以致构成网络控制系统。这些功能指令实际上是厂商为满足各种客户的特殊需要而开发的通用子程序。功能指令的丰富程度及其合用的方便程度是衡量PLC性能的一个重要指标。
S7-200的功能指令很丰富,大致包括这几方面:算术与逻辑运算、传送、移位与循环移位、程序流控制、数据表处理、PID指令、数据格式变换、高速处理、通信以及实时时钟等。
功能指令的助记符与汇编语言相似,略具计算机知识的人学习起来也不会有太大困难。但S7-200系列PLC功能指令毕竟太多,一般读者不必准确记忆其详尽用法,需要时可可查阅产品手册。
1.2.2 比较指令
比较指令是将两个操作数按规定的条件作比较,条件成立时,触点就闭合。比较运算符有:=、>=、<=、>、<和<>。
1. 字节比较 字节比较用于比较两个字节型整数值IN1和IN2的大小,字节比较是无符号的。比较式可以是LDB、AB或OB后直接加比较运算符构成。如:LDB=、AB<>、OB>=等。
整数IN1和IN2的寻址范围:VB、IB、QB、MB、SB、SMB、LB、*VD、*AC、*LD和常数。
指令格式例如: LDB= VBl0,VBl2
2. 整数比较 整数比较用于比较两个一字长整数值INl和IN2的大小,整数比较是有符号的(整数范围为16#8000和16#7FFF之间)。比较式可以是LDW、AW或OW后直接加比较运算符构成。如:LDW=、AW<>。OW>=等。
整数IN1和IN2的寻址范围:VW、IW、QW、MW、SW、SMW、LW、AIW、T、C、AC、*VD、*AC、*LD和常数。
指令格式例如: LDW= VWl0,VWl2
3. 双字整数比较 双字整数比较用于比较两个双字长整数值IN1和IN2的大小,双字整数比较是有符号的(双字整数范围为16#80000000和16#7FFFFFFF之间)。比较式可以是LDD、AD或OD后直接加比较运算符构成。如:LDD=、AD<>、OD>=等。
双字整数IN1和IN2的寻址范围:VD、ID、QD、MD、SD、SMD、LD、HC、AC、*VD、*AC、*LD和常数。
指令格式例如: LDD= VDl0,VDl2
4. 实数比较 实数比较用于比较两个双字长实数值INl和IN2的大小,实数比较是有符号的(负实数范围为-1.175495E-38和-3.402823E+38,正实数范围为+1.175495E-38和+3.402823E+38)。比较式可以是LDR、AR或OR后直接加比较运算符构成。如:LDR=、AR<>、OR>=等。
实数IN1和IN2的寻址范围:VD、ID、QD、MD、SD、SMD、LD、AC、*VD、*AC、*LD和常数。
指令格式例如: LDR= VDl0,VDl2
在SIEMENS S7-200的编程软件STEP-7中,有专门的比较指令:IN1与IN2比较,比较的数据类型可以是B、I(W)、D、R,即字节、字整数、双字整数和实数;还可以有其他的比较式:>、<、≥、≤、<>等等。当满足比较等式,则该触点闭合。
与LMODSOFT指令对照:在LMODSOFT中,没有直接的数的比较指令,但SUB指令可以通过其执行减法功能后的三个输出端的状态实现整数的比较功能。
若与LMODSOFT 中的SUB指令对应,则在STEP-7中应有三个比较指令: >、=、< 来分别对应SUB 指令的三个输出;若还要对应≥、≤、或<>,则根据SUB指令三个输出端的不同组合,均可找到对应的比较指令。
比如:①(30007)>(40030)
②(30007)=(40030)
③ (30007)<(40030)
①+②(30007)≥
②+③(30007)≤(40030)
①+③(30007)<>(40030)
参考文献
[1] 向晓汉主编.电气控制与PLC技术基础.北京:清华大学出版社.2007.12;
[2] 廖常初.可编程序控制器的原理与运用. 重庆:重庆大学出版社 2001;
[3] 王淑英,S7-200西门子PLC基础教程 ,北京:人民邮电出版社 ,2009;
[4] 廖常初,S7-200 PLC基础教程 ,北京:机械工业出版社 ,2006。




