






基于MCGS组态与三菱PLC五级传送系统的设计
摘要:现代工业发展有大量物件需要进行加工或者将一个物件从一个地方运输到另一个地方,这个时候如果使用人工的手段进行物料的转运,不仅把工人的身体累垮而且浪费了大把的时间,不仅浪费工人时间同时还浪费了工厂的时间。但如果用PLC设计一个程序来代替人工的话,不仅节省了时间,而且大大的减少了生产成本和劳动力。本次设计主要对五级传送自动控制系统进行研制,利用人机对话窗口对PLC进行操作控制,达到简单控制的目的,本次设计的研制给工厂加工企业带来便捷,达到高效稳定运行,简单操作。本次设计应用了三菱PLC进行自动控制。
关键词: 皮带输送机 ; PLC自动控制系统 ; 三菱PLC
The development of five level transmission system based on PLC
Abstract:Modern industrial development will have a lot of things need to carry on the processing or transport an object from one place to another place, at this time if the use of artificial means of material transfer, not only the workers body is burnt and wasted a lot of time, not only a waste of time and a waste of time for the factory workers. But if you use a PLC to design a program to replace labor, it will not only save time, but also greatly reduce the production cost and labor force. This design mainly to develop five automatic transmission control system, the man-machine dialogue window to operational control of PLC, achieve the goal of simple control, the development of the design to the factory processing enterprises bring convenient, achieve high efficiency and stable operation, simple operation. This design applies mitsubishi PLC for automatic control.
Keywords: Belt conveyor ; PLC automatic control system ; Mitsubishi PLC
一、选题简介、意义
在现代化的工业生产中常常需要对物料进行加工、搬运,如果这些繁杂的工作由人工完成的话不但效率低,而且劳动强度大,不适合现代化的生产需要。本文主要对基于 PLC的五级传送带控制系统进行了详细的研究, 该系统具有皮带运输机控制系统。该控制系统具有精度高、成本低、抗干扰能力强、故障率低、操作维护简单等特点,具有良好的应用价值, 在建材、化工、食品机械、钢铁、冶金、煤矿等工业生产中广泛使用。
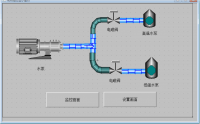
本课题来源于企业,将皮带输送机通过一种摩擦驱动以连续方式运输物料的机械,可以让物料在一定的输送线上,从最初的供料点到最终的卸料点间形成一种物料的输送流程。皮带输送机既可以进行碎散物料的输送,也可以进行成件物品的输送。皮带输送机由五台皮带机组成,皮带机分别用五个电动机(M1~M5)进行拖动, 运用所学PLC进行控制编程,根据皮带输送机的用途、基本结构、运动形式、工艺过程、工作环境和控制要求,进行实际操作并上机实验,用到电动机带动皮带运转,模拟量的输入作用等。
随着国家各类企业的快速发展,自动化技术将被大量工厂投入运行,从而取代人工完成不了的工作量。本课题的完成,将推动自动化产业的进步,迎来新高潮。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
1.主要内容
本课题以皮带输送控制系统为基础设计
本设计主要由五台带式输送机组成,五台皮带机分别用五台电动机(M1~M5) 进行拖动控制。
①启动时先启动第一台皮带机,经过5S延时, 再依次延时启动其它皮带机。
②停止时逆向顺序停止,延时10s后,先停止最后一台皮带机,再依次延时10s停运其他皮带机。
③设计急停按钮,当设备出现故障时,按下急停按钮所有皮带机立即停止。
2.拟主要解决的问题
①PLC与触摸屏选型
②硬件结构图及外部接线图
③输送机电气控制程序的设计
3.预计目标
根据项目要求由五台电机控制五台输送机并利用组态与PLC系统完成输送机的顺启逆停自动控制要求。
本设计是以PLC软件及硬件相结合设计出的皮带运输机电器控制系统,达到了自动化、安全、高效率的目的。
4.研究步骤
①查阅资料,确定课题,完成开题报告。
②确定工具选择,以及设计的方案和程序的设计。
③硬件与软件的调试。
④整理论文,完成设计,答辩。
5.工作方法及措施
工作方法:本课题主要采用实验法。
措施:基于在实训室所获得的实践经验,在教师指导下,以PLC为基础,设计开发五级输送机自动控制装置。
一、引言
1.1 课题来源及研究意义
本课题来源于加工企业,跟随科技迅速发展的脚步,自动化控制技术早已被工业及其他领域所使用,自动化技术的快速发展影响着工业领域的前景。就目前的情况来看,自动化自动控制系统的精度控制方面应该会随着工业的发展要求越来越高,自动化控制技术在现代社会的影响下不断进行改进提高,同时向着更高端的方向发展。自动化控制技术虽说目前还不算太成熟,但正在走向成熟的道路,并已作为一门应用学问,形成了自己独有的一套体系。皮带输送机自动控制系统是自动化控制里面比较典型的一个实例,如今,皮带输送机因其有着高效率,大批量、高速、长距离等特点,不断被一些工业化工企业引用并在中扮演着重要的角色。本设计本着理论与实际相结合的原则,以工厂实际状况来看所设计,最大程度满足工厂需求和使用,实现生产自动化、实际操作简单、维护运行可靠、安全经济合理等要求。
1.2 方案研究与简介
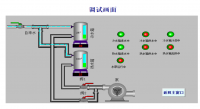
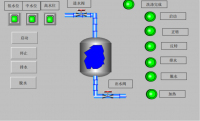
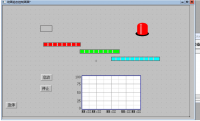
本设计主要由五台带式输送机组成,五台皮带机分别用五台电动机(M1~M5) 进行控制每台电动机分别控制一台皮带机。当按下设备工作按钮,这时第一台皮带机在电机的带动作用下开始进行物品运输,等待5S的时间延时后,再依次往后启动其它电机并带动皮带机,每台皮带机启动之前都应遵循5S延时的功能。当按下设备停止按钮,这时,先停止最后一台皮带机,再依次往前延时10s停止其他皮带机,每台皮带机停止之前都应遵循10S延时的功能并设立手自动切换功能,用于控制皮带机的运行方式,还要设置急停的功能,当皮带出现打滑或者其他情况时能够第一时间停止各皮带机的运行。同时利用屏幕监控软件MCGS对各皮带机的运行状态进行实时监控。
1.3 结构设计及控制要求
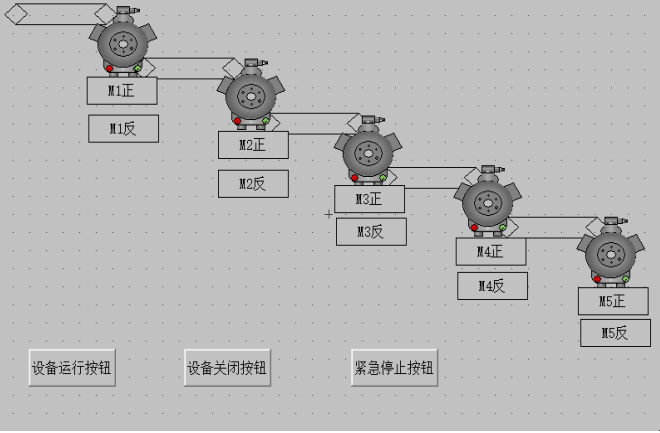
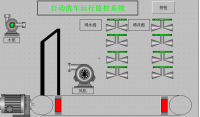
(1)皮带传送系统
皮带传送系统主要由五台皮带传送机组成,每条传送带都由对应的三相异步电动机来进行控制,五台异步电动机分别用M1,M2、M3、M4、M5来表示。
(2)自动控制系统
自动控制系统全部的控制要求及功能都是由五台电机进行操控,而五台电机则是由一台型号为FX2N-32MR型的可编程控制器实现,从而达到手-自动控制的目的。
具体控制要求如下:
自动控制:按下SB1工作按钮,这时皮带机在电动机M1的带动下进行传送工作,经过5秒延时后第二台皮带传送机经电动机M2进入传送工作转态,进过5秒延时后第三台皮带传送机经电动机M3进入传送工作状态,进过5秒延时后第四台皮带传送机经电动机M4进入传送工作状态,5秒时间延迟后第五台皮带传送机经电动机M5进入传送状态。这时各电机均处于运行状态。
按下SB2停止按钮,皮带机进入顺序逆向停止状态,第五台皮带传送机经电动机M5执行停止动作,经过10秒延时后第四台皮带传送机经电动机M4执行停止动作,经过10秒延时后第三台传送机经电动机M3执行停止动作,经过10秒延时后第二台皮带传送机经电动机M2执行停止动作,10秒延时后第一台皮带传送机经电动机M1停止运转。这时各电机均处于停止状态。
当该系统启动到任意一级电机时按下SB2工作停止按钮,电机按照控制要求立刻执行反向顺序停止动作。
手动控制:每台电机设计两个点动按钮,用于控制电机的正反转动作。
当设备出现打滑或其他特殊故障时,按下SB3使各电机能够立即停止运行。
目录
一、引言 2
1.1 课题来源及研究意义 2
1.2 方案研究与简介 2
1.3 结构设计及控制要求 2
二、 可编程序控制器的概述 4
2.1 可编程序控制器的产生与发展 4
2.1.1 可编程序控制器的产生 4
2.1.2 可编程序控制器的发展 4
2.2 可编程控制器的基本组成与工作原理 5
2.2.1 可编程控制器的基本组成 5
2.2.2 可编程控制器的工作原理 7
三、系统硬件选型及设计 8
3.1 电机选型及主电路设计 8
3.2 PLC选型及设计 10
3.3 触摸屏选型及设计 10
四、五级传送装置控制系统软件设计 12
4.1 I/O分配表设计 12
4.2 PLC外部接线图设计 12
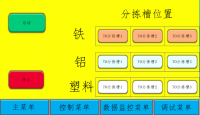
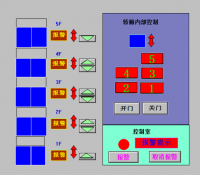
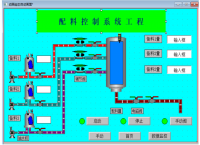
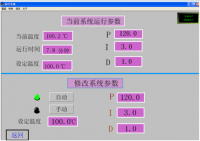
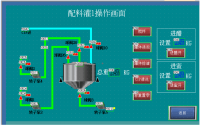
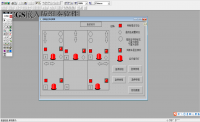
4.3 人机界面设计 14
4.3.1画面设计 14
4.3.2 MCGS与三菱PLC连接设定 16
4.3.3变量设定 19
4.4 PLC主程序设计 20
五、结论 22
六、致谢 23
附录 24
附录一 PLC主程序图 24
参考文献 27
参考文献
[1] 陈立定.电气控制与可编程序控制器及应用,机械工业出版社,2005.
[2] 张万忠.可编程控制器应用技术,化学工业出版社,2001.
[3] 史国生.电气控制与可编程控制器技术,化学工业出版社,2001.
[4] 余雷声.电气控制与PLC应用,机械工业出版社,1996.
[5] 杨长能.可编程序控制器(PC)与实验指导,重庆大学出版社,1997.
[6] 江秀汉.可编程控制器原理及应用,西安电子科技大学出版社,2003.
[7] 徐蹲.可编程序控制器应用基础,山东科学技术出版社,1996.
[8] 郁汉琪.电气控制与可编程序控制器应用技术,东南大学出版社,2003.
[9] 王兆义.小型可编程控制器实用技术,机械工业出版社,2002.
[10] 吴晓君.电气控制与可编程控制器应用, 中国建材工业出版社,2004.
[11] 刘增良,刘国亭.电气工程CAD,中国水利水电出版社,2002.



