





















FANUC数控系统与西门子PLC的通信系统开发
摘要:数控铣床是在普通铣床上集成了数字控制系统,可以在程序代码的控制下精确地进行铣削加工的机械加工设备。与传统铣床相比,数控铣床精度更高.驱动功率更大,机械机构动、静、热态刚度更好,工作更可靠,能实现长时同连续运行和尽可能少的停机时间。
FANUC 0i mate C 系统是一款具有很高性价比的超薄一体型CNC 系统。该系列产品有用于车床的FANUC Oi Mate TC,2 轴2 联动;用于铣床、加工中心的FANUC Oi MateMC,3 轴3 联动。
本次毕业设计对FANUC 0i mate C 数控铣床电气控制系统及PLC 控制程序进行设计,电气控制系统设计包括主轴变频调速器型号选择,变频器的参数设置;伺服驱动器系统设计;内置PLC I/O 接口设计。PLC 控制程序包括数控铣床急停控制、数控铣床工作状态开关PMC 控制、数控铣床加工程序功能开关PMC 控制、数控铣床倍率开关PMC控制、数控铣床辅助功能代码PMC 控制。
关键词:FANUC 0i mate C;数控铣床;变频调速器;PLC;伺服驱动
FANUC 0 I mate C CNC milling machine electrical control system and PLC
control program design
Abstract:CNC milling machine is a common milling machine used digital control system Can be under the control of the program code accurately for milling machining equipment .Compared with the traditional milling machine, CNC milling machine precision is higher. Driving power is too more, mechanical mechanism dynamic and static stiffness, thermal state is better, more reliable, can achieve long-term continuous operation and as far as possible little downtime.
FANUC 0i mate C system is a highly cost-effective ultra-thin size CNC system. This series of products include FANUC Oi Mate TC which used in lathe, with 2 axis 2 linkage and FANUC Oi Mate MC which Used for milling machine and machining center, with 3 axis 3 linkage.
The graduation design of FANUC 0 I mate C CNC milling machine design of electrical control system and PLC control procedures. Electrical control system design includes the choice of spindle VVVF inverter model, the parameters of the frequency converter set; Servo drive system design; The built-in PLC I/O interface design.PLC control program including CNC milling machine stop control,CNC milling machine working state switch PMC control, numerical control millingmachine processing program function switch PMC control, CNC milling machine ratio switch PMC control , CNC milling machine auxiliary function code PMC control.
Key words :FANUC 0i mate C;CNC milling machine; Frequency conversion governor;
PLC;Servo drive.
目录
第一章 绪论..............................................................................................................8
1.1 智能工厂建设.....................................................................................................8
1.2 机床数控系统的发展.........................................................................................8
1.3 西门子PLC的通信技术....................................................................................9
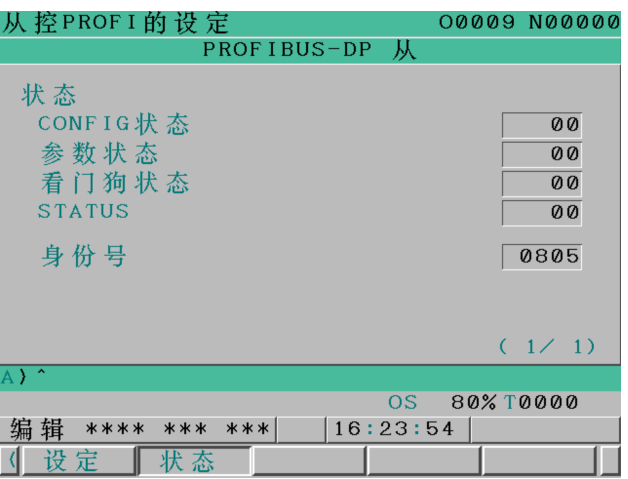
1.3.1 基于PROFIBUS-DP的通信技术...................................................................10
1.3.2 与上位机基于OPC技术的通信.....................................................................10
1.4 PROFIBUSDP应用现状......................................................................................11
第二章系统总体设计...............................................................................................13
第三章 FANUC数控系统PMC编程与PROFIBUS DP从站配置.......................16
3.1 FANUC编程软件.................................................................................................16
第四章SIMATIC S7 300硬件组态与编程..............................................................18
4.1 FANUC –Oi 系统PMC 的性能和规格...........................................................19
4.2 内装I/O 卡和I/O LINK 地址分配及设定4.3 S7300软件编程......................20
4.3 FANUC 系统PMC 的功能指令.........................................................................21
4.4 数控机床PMC 控制程序设计............................................................................26
4.4.1 数控铣床急停及坐标轴限位控制程序............................................................26
4.4.2 数控铣床工作状态开关PMC 控制.................................................................29
4.4.3 数控铣床加工程序功能开关PMC 控制.........................................................30
4.4.4 数控铣床倍率开关PMC 控制.........................................................................32
4.4.5 数控铣床辅助功能代码PMC 控制.................................................................34
第五章系统调试........................................................................................................36
回顾与总结..................................................................................................................40
致谢..............................................................................................................................41
参考文献......................................................................................................................42
参考文献
[1]朱仕学, 数控机床系统故障诊断与维修北京:清华大学出版社,2007
[2]王也仿,可编程控制器应用技术.北京:机械工业出版社,2001
[3]赵承荻,电机与电气控制技术.北京:高等教育出版社,2002
[4]杨光臣,建筑电气工程图识读与绘制.北京:中国建筑工业出版社,2001
[5]刘永久,.数控机床故障诊断与维修技术.北京:机械工业出版社,2009
[6]杨可桢,.机械设计基础.北京:高等教育出版社,2006
[7]张建明,.机电一体化系统设计.北京:高等教育出版社,2000
[8] 吴黎明,.数字控制技术.北京:科学出版社,2000
[9]刘永久,.机电一体化控制系统与技术.武汉:华中科技大学出版社,2003
[10]陈建明,.电气控制系统与PLC 技术.北京:电子工业出版社,2010
[11]孙江宏,.Auto CAD 2008 中文版实用教程.北京:高等教育工业出版社,2007
[12]冯清秀,.机电传动控制.武汉:华中科技大学工业出版社,2011
[13]王兰美,.机械制图.北京:高等教育工业出版社,2009



