





基于SolidWorks配电二次线自动成型机机械结构设计与优化
摘要 国内在配电二次线的成型中普遍依靠人的手工,效率低下,并且无法保证所加工的线材质量以及工艺要求。随着自动机械化水平的不断提高,本课题将研制一台二次线自动成型设备,完成对线材的加工与成型,提高生产效率与质量,降低人力成本。
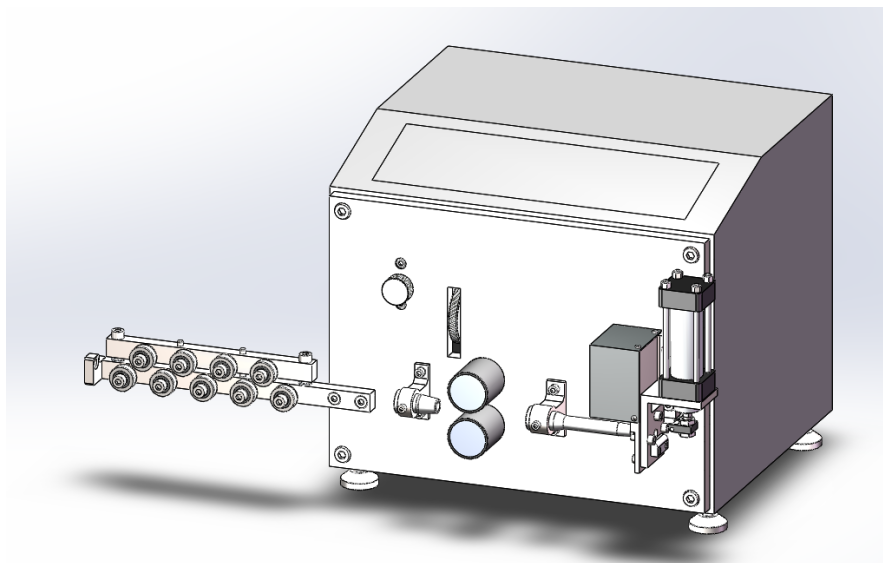
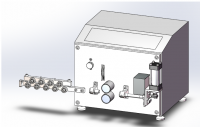
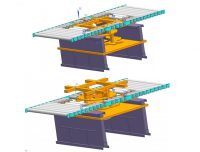
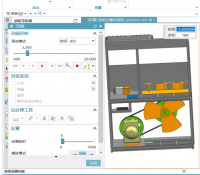
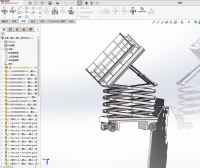
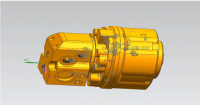
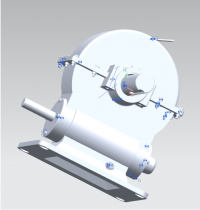
在本课题设计中将对设备分为校直机构、滚轮送线机构,刀具机构以及气缸折弯机构四种机械结构。对各个机构分别进行零部件的设计校核,再将各个机构之间进行协调安装,并且合理安排布局,最终组成设备。本课题将以剥线折弯机作为研究对象,并以此为基础,根据实际设计和生产需要,研制出可满足不同直径线材加工要求的自动成型设备。参照功能类似的自动化设备,查阅资料,进行仿真优化修改,完成关键零件的校核,并利用三维软件SolidWorks2020对设备机构的进行三维造型和虚拟装配。最后完成设备说明书、总装图、装配图。
关键词:剥线 折弯 二次线成型 自动
目录
引 言 1
第一章 绪论 3
1.1课题研究的背景与意义 3
1.2国内外现状与发展趋势 3
1.3课题研究内容 4
1.3.1课题研究具体内容 4
1.3.2课题研究目标 4
1.4课题实施思路 5
第二章 总体方案设计 5
2.1机械方案设计要求 5
2.2方案对比分析 6
2.3确定方案 8
2.4本章小结 8
第三章 机械结构设计 9
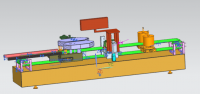
3.1整体结构设计 9
3.2校直器的结构设计 9
3.3送线机构的结构设计 10
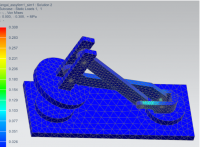
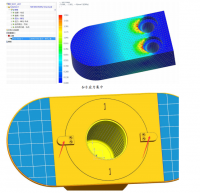
3.4刀具部分的结构设计以及仿真 14
3.5折弯机构的结构设计 16
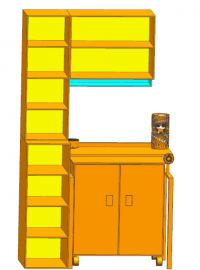
3.6机箱的机构材料设计 16
第四章 关键部件设计与选型 17
4.1滚轮轴的设计计算与校核 17
4.2刀具轴的设计与校核 20
4.3气缸折弯部分的选型与校核 22
4.4电机的选型 23
4.5轴承的选型 24
4.6同步带的选型设计 26
第五章 总结与展望 27
5.1课题成果 27
5.2存在问题及解决办法 29
5.3总结 29
致谢 30
参考文献: 31
引 言
目前,在配电二次线制作过程中,施工人员通过手工尺量二次线的长度进行剪截、剥线和弯折,尤其批量制作时工作量大,容易导致电气柜(表箱)内空间小造成二次线的布线很不规范,(最大线径达到25mm)造成二次布线较乱且连接不可靠,较易发生二次回路接触不良造成二次回路故障等,而且生产分散、浪费人力物力、效率低下。
本课题着眼于设计一台二次线自动成型设备,使其更好的完成生产要求,达到研发目的。分析设计其主要组成结构,正确获取各零件的形状结构和公差等,构思出机械系统的运动原理和机械传动组成,进行正确的装配分析、速度分析、静态分析、运动分析等。我们将分为几个方面研究:
1.基于机械原理与设计、装配原理等,从网络、书籍、论文等方面查找相关内容,构思机械机构运动原理,设计设备形体结构设计。2.通过理论计算,完成零件的选型与校核。3.合理布局,制作出设备并进行仿真装配操作,检验二次线成型设备装配情况以及工作使用情况。4.根据研究的理论内容,完善一系列图纸以及说明书。
第一章 绪论
1.1课题研究的背景与意义
工作中会有一些需要接线的情况。比如电工进行接线作业时,需要将电线弯成所需要的形状,再将外部绝缘皮末端剪出一节便于焊接完成工作。技术人员一般通过手工尺测量二次线的长度,进行剪裁、剥线、折弯,批量制作时工作量大,自动化程度低,容易出错。再者,有些成型机的空间布局很小,而且布线乱、不规范,给操作人员修理带来难度,使得连接不可靠,二次回路容易接触不良,导致主电路没有得到良好的控制或者保护,出现故障问题。目前而言,二次线成型机的主流形势有三种:扭轴同步定位,机液同步定位、电液比例同步定位。本文设计的二次线自动成型机采用伺服电机直接控制,其他控制方法会出现反应延迟,精度不够等状况,而采用伺服电机可以及时反馈给操作人员,折弯的长度、角度都能得到很好监控和保证。PLC传递指令给伺服驱动器,伺服驱动器传递指令给伺服电机,伺服电机开始运作。
本设计研究了一种配电二次线自动成型机,可以实现二次线批量制作的快速高效的自动化成型。
1.2国内外现状与发展趋势
国内由于上个世纪发展较慢,所以在技术和方法上有一定的落后。需要以专用设备为主,手动操作为辅助。在弯曲加工三维复杂零件时,需要工人手动多台机器共同完成作业。设备占地面积大,生产分散不集中,生产效率低下,所需人员数量较多且工作量大,人力成本还偏高。二次线成型的方法主要有折弯、滚弯、模弯(冷冲压成型)等。其中,冷冲压成型额外要用专用模具,不能加工三维复杂线材,生产效率较低。滚弯成型虽然加工质量较高,但时设备也更加多,更加复杂。折弯成型在线材表面会发生材料滑移现象,残留很严重的加工痕迹,加工像不锈钢等材质的精度要求高的零件等就不适合使用折弯成型。在机械自动化的大发展方向中,更多的是使用折弯或者滚弯方式。线材成型加工也从手工、半自动方式发展到数控全自动加工方式,并且,基于PC的、开放式的数控系统也逐步替代了传统的数控系统,这也体现着数控技术以及计算机技术的势不可挡的发展。,多轴、精度高的机械加工快速发展,编程也更加灵活,更加开放,更能与世界接轨。电脑自动剥线机、CE 型摇动加工和GH型吊式直线电脑自动剥线机。这些加工机仿制成功,为我国剥线设备的发展奠定了坚实的基础,并培养了一批技术人员。
相较于国内,国外所研究设计的机械齐全,技术加工水平都较高。早16 世纪起,就开始了自动线材成型设备的研究生产。在18 世纪的欧洲,工业水平随着工业革命的推动而上升,各类机械都得到快速发展,到本世纪初,线材加工设备已经发展非常完善的地步。
RD公司曾经生产过200多种线材加工设备。国外的MJ 公司以及海因勒曼公司都自主研发了带有双倾角的线材加工设备。前苏联也研发了一种多用途兼有公共机壳带有电脑的自动数控剥线机。美国DE公司新研发出了FF 型双频率加工,使用了多种速度不等的剥线器,也取得了较好的成果。在1996年,瑞士的Komax与日本的CODERA两家公司共同合作,占领了中国剥线机市场,在国内则有上海交大附属工厂、华夏银华机械工厂等几个公司生产国同类型的剥线机,但性能指标都不如进口机,最后竞争不过外国剥线机,走向了失败。于1998年,乐清长虹厂推出改进的ZDBX-2型机.1999年,乐清长虹推出能双线加工的电脑剥线机,打破了Komax和CODERA在剥线机市场垄断的格局,市场中剥线机价格都定在了5万元[1]。
但是总体而言,国外的技术发展不光从设备还是加工方面都远超国内水平,生产力更大,数控技术更加快捷完善,加工水准也更加高超,国内还有更进一步的发展空间。
1.3课题研究内容
1.3.1课题研究具体内容
自动剥线折弯机根据结构不同可以分为很多种类:短细线型、护套线型、大平方型、排线型、同轴线型等自动控制剥线机。因为一台剥线机可以加工多种不同规格的导线,所以在进行剪剥时,要手动调节夹紧校直装置,反复调试后达到理想效果。依据产品的要求,自动剥线机对规定直径内的电线完成剪断二次线、剪开并剥断外层绝缘皮以及折弯电线达到规定角度等实际操作。剥线机主要机构包括校直器、传送轮机构、刀具机构、夹具机构、折弯机构以及其他一些辅助机构。由步进电机驱动,上下刀架往复开合,达到高频率剪剥的目的。整台设备基于单片机控制系统可以完成对电线的加工。
1.3.2课题研究目标
本次课题研究目标是完成一台配电二次线自动成型机,要求是能够搞高效的完成电线的运送、裁剪、剥线以及折弯功能。机壳结构稳定,内部设计简洁无干涉,能够实现配电二次线的批量制作,同时占地面积小,生产稳定,多使用标准件方便更换维修,同时达到经济性要求以及零件的加工要求。总而言之线束加工需要有:精确度、可靠度、快速度的特点。
参考文献:
[1]闻丽燕, 周洪昌. 台式剥线机的开发[J]. 制造业自动化, 2015, 037(022):153-156.
[2] 崔伟清, 罗勇牙. Application and Development of Portable Engineering Armored Power Cable Stripping Machine[J]. 机械管理开发, 2019, 034(004):8-9,31.
[3] 崔伟清, 罗勇牙. 便携式工程铠装电力电缆剥线机的应用研制[J]. 机械管理开发, 2019, 34(04):14-15+37.
[4] 杨洪, 李振兴, 冯肖,等. 小型剥线机的刀具自动调节装置的设计[J]. 机电产品开发与创新, 2019(5):22-24.
[5] 孙正平.数控母排折弯机模具的应用[J].锻压装备与制造技术,2020,55(02):70-72.
[6] 李博.钣金加工工艺技术研究与提升[J].科技风,2019(13):133.
[7] 崔蓬勃. 500吨折弯机的结构设计与优化[D].青岛大学,2018.
[8] 单根立,董沛森.基于PLC控制的多芯电缆全自动剥线设备设计及研究[J].液压与气动,2019(08):116-120.
[9] 唐浩.聚酰亚胺导线剥线工艺研究[J].机电元件,2019,39(01):33-35.
[10] 梁双林.新式剥线器的制作[J].自动化应用,2018(01):154-155.
[11] 练华云.超高压电缆剥线机应用研究[J].机电信息,2015(12):41+43.
[12] 史超. 数控送线下线机关键技术分析与研究[D].西华大学,2015.
[13] 杜永进,李臣伟,王国良.剥线尺寸控制方法改进[J].机械工程师,2016(02):223-224.
[14] 顾佳飞,姜锐,屠佳炜,苏周豪,陈聪.自动剥线端子压接机设计[J].科技视界,2016(27):126+157.
[15] 王成.电线电缆绝缘及护套材料的技术分析及质量控制[J].中国新技术新产品,2019(14):46-47.



