



气动打包机的电气控制系统的设计
摘要:打包机是一种动作步骤复杂的机床设备,在打包机控制系统中应用可编程序控制器能简化系统的设计并提高系统的工作效率和可靠性。在这篇文章中以化纤打包机的控制系统为例。首先介绍了三菱FX2N的特性特点、程序设计方法和编程方法,程序设计方法和编程方法包括经验设计法、顺序控制设计法和STL(Step Ladder Instruction)步进梯形指令,然后详细具体地分析和介绍了化纤打包机控制系统的组成、电气特征和程序。最后介绍了应用个人计算机来向可编程序控制器中输入程序。所使用的软件是三菱公司的SWOPC—FXGP/WIN—C。
关键字:打包机;可编程序控制器;步进梯形指令;个人计算机
1 引言
打包机通常是指直接将一个或数个包装物用绳,钢带,塑料带捆紧扎牢以便于运输,保管和装卸的一种包装作业。
本文设计的气动打包机能改善人工的劳动强度,也能使企业的生产效率大大提高。而且还具有可靠性高,包装成品质量好的优点,该控制系统以PLC为控制中心,配以气动执行机构,电动执行机构和接卸装置。
2气动部分
2.1气动系统设计方案
气动系统由以下四个部分组成
(1)气源部分
(2)执行元件及工作机构(即气动机构)
(3)控制元件
(4)辅助元件
气动系统的基本构成:组成的气动回路是为了驱动用于各种不同目的的机械装置,其最重要的三个控制内容是:力的大小、力的方向和运动速度。与生产装置相连接的各种类型的气缸,靠压力控制阀、方向控制阀和流量控制阀分别实现对三个内容的控制,即:
压力控制阀——控制气动输出力的大小
方向控制阀——控制气缸的运动方向
速度控制阀——控制气缸的运动速度
一个气动系统通常包括:
气源设备:包括空压机、气罐
气源处理元件:包括后冷却器、过滤器、干燥器和排水器
压力控制阀:包括增压阀、减压阀、安全服、顺序阀、压力比例阀、真空发生器
润滑元件:油雾器、集中润滑元件
方向控制阀:包括电磁换向阀、气控换向阀、人控换向阀、机控换向阀、单向阀、梭阀
各类传感器:包括磁性开关、限位开关、压力开关、气动传感器
流量控制阀:包括速度控制阀、缓冲阀、快速排气阀
气动执行元件:气缸、摆动气缸、气马达、气爪、真空吸盘
其他辅助元件:消声器、接头与气管、液压缓冲器、气液转换器
一个典型的气动系统是由方向控制阀、气动执行元件、各种气动辅助元件及气源净化元件所组成。
空压机→干燥机(冷干机)→气动元件→电磁阀(方向控制)→执行元件
2.1.1气动元件的优缺点
优点:
(1)气动装置结构简单、轻便、安装维护简单。介质为空气,较之液压介质来说不易燃烧,故使用安全。
(2)工作介质是取之不尽的空气、空气本身不花钱。排气处理简单,不污染环境,成本低。
(3)输出力以及工作速度的调节非常容易。气缸的动作速度一般小于1M/S,比液压和电气方式的动作速度快。
(4)可靠性高,使用寿命长。电器元件的有效动作次数约为百万次,而一般电磁阀的寿命大于3000万次,某些质量好的阀超过2亿次。
(5)利用空气的压缩性,可贮存能量,实现集中供气。可短时间释放能量,以获得间歇运动中的高速响应。可实现缓冲。对冲击负载和过负载有较强的适应能力。在一定条件下,可使气动装置有自保持能力。
(6)全气动控制具有防火、防爆、防潮的能力。与液压方式相比,气动方式可在高温场合使用。
(7)由于空气流动损失小,压缩空气可集中供应,远距离输送。
缺点:
(1)由于空气有压缩性,气缸的动作速度易受负载的变化而变化。采用气液联动方式可以克服这一缺陷。
(2)气缸在低速运动时候,由于摩擦力占推力的比例较大,气缸的低速稳定性不如液压缸。
(3)虽然在许多应用场合,气缸的输出力能满足工作要求,但其输出力比液压缸小。
气动技术是以压缩空气为介质来传动和控制机械的一门专业技术。由于它具有节能、无污染、高效、低成本、安全可靠、结构简单等优点,广泛应用于各种机械和生产线上。过去汽车、拖拉机等生产线上的气动系统及其元件,都由各厂自行设计、制造和维修。
课题需要完成的任务:
打包机又称捆包机或捆扎机,是使用捆扎带缠绕产品或包装件,然后收紧并将两端通过热效应熔融或使用包扣等材料连接的机器,使塑料带能紧贴于被捆扎包件表面,保证包件在运输、贮存中不因捆扎不牢而散落,捆扎整齐美观。本课题中气动打包机通过拉带、粘合、切带等工序完成打包,可通过继电-接触器系统或PLC控制气动机械完成工作实施。具体动作顺序要求如下:
检测到捆扎带(宽6mm厚1mm),收到捆扎信号-气动手指夹紧捆扎带-制动气缸缩回(25mm,出力40kgf)-拉带气缸伸出(270mm,出力70kgf),推动气动手指带动工件带前行-前行到位,制动气缸伸出压住工件带-粘合气缸伸出(150mm,出力70kgf),3s后缩回-切割气缸伸出(50mm,出力50kgf)切割捆扎带-气动手指松开捆扎带,拉带气缸缩回-完成一个工作循环
1引言••••••••••••••••••••••••••••••••••••••••••••••••••••••••••19
2气动部分••••••••••••••••••••••••••••••••••••••••••••••••••••••19
2.1气动系统设计方案••••••••••••••••••••••••••••••••••••••••19
2.1.1气动原件的优缺点••••••••••••••••••••••••••••••••••19
2.1.2气动执行元件••••••••••••••••••••••••••••••••••••••20
2.1.3气动控制元件••••••••••••••••••••••••••••••••••••••20
3电气部分••••••••••••••••••••••••••••••••••••••••••••••••••••••22
3.1梯形图的经验设计法•••••••••••••••••••••••••••••••••••••22
3.2顺序控制设计法•••••••••••••••••••••••••••••••••••••••••23
3.3 关于PLC•••••••••••••••••••••••••••••••••••••••••••••••24
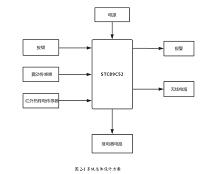
3.3.1 基本结构 ••••••••••••••••••••••••••••••••••••••••24
3.3.2 工作原理 ••••••••••••••••••••••••••••••••••••••••24
3.4 功能特点•••••••••••••••••••••••••••••••••••••••••••••••25
3.5FX2N系列PLC性能程序设计和编程方法••••••••••••••••••••••25
3.5.三菱FX2N系列可编程控制器性能特••••••••••••••••••••25
3.6 STL指令的编程方式简介••••••••••••••••••••••••••••••••••26
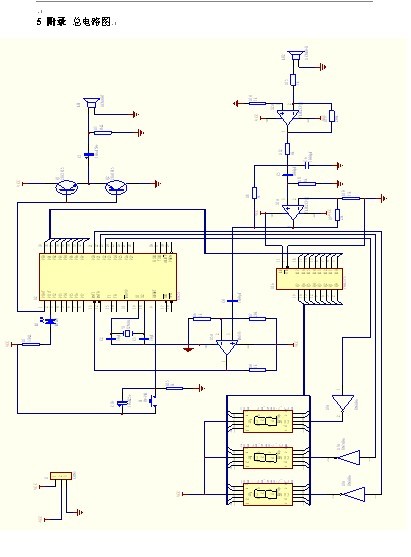
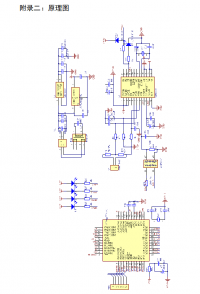
4电路设计••••••••••••••••••••••••••••••••••••••••••••••••••••••28
4.1 PLC输入输出分配表••••••••••••••••••••••••••••••••••••••29
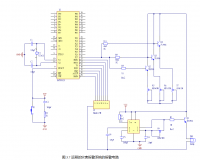
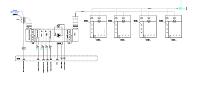
4.2PLC电路接线图•••••••••••••••••••••••••••••••••••••••••••29
4.3程序梯形图••••••••••••••••••••••••••••••••••••••••••••••30
4.3.1梯形图主程序••••••••••••••••••••••••••••••••••••••30
4.3.2各子程序及解释••••••••••••••••••••••••••••••••••••31
5打包机控制系统仿真••••••••••••••••••••••••••••••••••••••••••••33
5.1触摸屏简介••••••••••••••••••••••••••••••••••••••••••••••33
5.2现场触摸屏控制设计••••••••••••••••••••••••••••••••••••••33
5.3向PLC中输入程序的过程••••••••••••••••••••••••••••••••••33
6结束语••••••••••••••••••••••••••••••••••••••••••••••••••••••••36
参考文献
[1]郭琼. PLC应用技术.机械工业出版社 2009.6
[2]金熙等. 工业水处理技术问答.化学工业出版社2003.8
[3]唐受印等. 水处理工程师手册.化学工业出版社2010.1
[4]廖常初. 小型PLC的发展趋势.电气时代.2007.1
[5]束长宝. PLC应用实践.东南大学出版社.2008.12
[6]李长久. PLC原理及应用.机械工业出版社.2006.9
[7]王成福. 可编程序控制器及其应用.机械工业出版社.2006.7
[8]王晓军. 可编程序控制器原理及应用.化学工业出版社.2007.8
[9]廖常初. FX系列PLC编程及应用.机械工业出版社.2006.7
[10]李振安. 工厂电气控制技术.重庆大学出版社.1995.8
[11]张晓娟. 工厂电气控制设备.电子工艺出版社.2009.6
[12]汪建宇. 电类专业英语.机械工业出版社.2009.1




