





















刀具半径补偿的应用
摘 要
| 代做一篇机械专业毕业设计需要多少钱? |
刀具补偿功能是让刀具切削刃相对基准面位置进行偏置以便于精确控制数控车床刀具的运动轨迹,以此实现误差补偿。它包括刀具长度补偿和刀尖圆弧半径补偿.本文就加工中如何应用刀具补偿作一些探讨。 针对刀具补偿功能在数控铣削中的应用, 研究其在加工中存在的问题并对此进行解决,尽量避免此类问题的发生。
关键词:刀具半径补偿;功能;数控;工艺;程序;指令。
目录
前 言 3
第1章 数控加工中刀具补偿概念 4
1.1刀具半径补偿 4
1.2 刀具长度补偿 4
第2章 刀具半径补偿指令在数控车床编程中的应用 6
2.1 刀具半径补偿指令的应用 6
2.2 注意问题 7
2.3 应用技巧 9
2.4 刀具补偿的应用实例 10
第3章 数控车床刀具半径、长度补偿分析 15
3.1 引起误差分析 15
3.2 刀具半径补偿实现 16
3.3 刀具长度补偿分析 17
3.4 合理把握刀具长度补偿时机 18
3.5 确定刀具长度补偿的三种方法 20
第4章 数控铣床编程中刀具半径补偿使用技巧分析 22
结论 26
致谢 27
参考文献 28
前 言
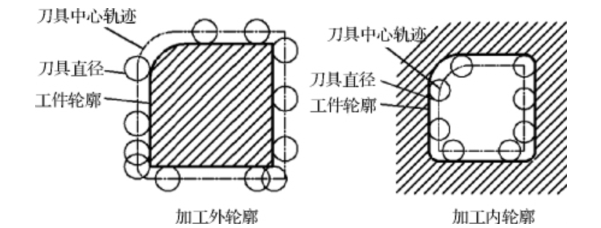
刀具补偿是数控加工系统的一个基本功能,在手工编程轮廓铣削加工中广泛使用,如何深人掌握和应用此功能,在数控加工中有非常重要的意义,在进行轮廓加工中,由于刀具有一定的半径,刀具中心轨迹与工件 轨迹常不重合。通过刀具补偿功能指令,CNC 系统可以根据输入补偿量或者实际 的刀具尺寸,使机床自动加工出符合程序要求的零件。目前,刀具半径补偿功能 已广泛应用在数控加工中,对数控技术的发展有很大的指导意义。刀具半径补偿即根据按零件轮廓编制的程序和预先设定的偏置参数,实时自动生成刀具中心轨迹的功能成为刀具半径补偿功能。从国内外研究现状来看,刀具半径补偿功能已广泛应用在数控加工中。目前,在我国刀具半径补偿得到了很好的发展。 但是在加工中, 还是存在一定的问题。如:刀具的合理选择、加工中正确的走刀轨迹、正确使用刀具半径补偿的指令等。在国外,刀具半径补偿有了非常成熟的发展。主体现在:加工零件的精度,加工质量及生产率。鉴于国外刀具半径补偿的成熟应用,我国仍需有待提到,这对制造将会产生积极的影响。
第1章 数控加工中刀具补偿概念
1.1刀具半径补偿
刀具半径补偿的概念。因为有了刀具半径补偿,我们在编程时可以不要考虑太多刀具的直径大小。以铣刀铣削外轮廓为例,在没有使用半径补偿时,编程人员必须依次算出刀具中心各点的坐标,然后才能进行编程。当刀具直径发生变化时,各点的坐标必然也会发生变化,程序中的坐标点需重新进行计算,这样使得每一次刀具变化都要重新计算重新编程,大大增加了编程工作量。同样的情况如果使用了刀具半径补偿,编程人员不必计算刀具的实际中心轨迹,只需根据工件的轮廓计算出图纸上各点的坐标值然后编出程序,再把刀具半径作为补偿量放在半径补偿寄存器里。数控装置能自动计算出刀具中心轨迹,不管刀具半径如何变化,我们只需更改刀具半径补偿值,就可以控制工件外形尺寸的大小,对上述程序基本不用作修改。 刀具半径补偿的指令。刀具半径补偿是通过指令G41、G42来执行的,基本格式为G41/G42 G00/G01 X_ Y_ H_;其中H为补偿量代码。补偿有两个方向:当沿着刀具切削方向看,刀具在工件轮廓的左侧是刀具半径左补偿用G41,反之则是刀具半径右补偿用G42。取消补偿用G40;刀具半径补偿的应用。在应用G41、G42进行半径补偿时,应特别注意使补偿有效的刀具移动方向与坐标。刀具半径补偿的起刀位置很重要,如果使用不当刀具所加工的路径容易出错,将会影响加工的零件形状。正确的走刀应该是在刀具没有切削工件之前让半径补偿有效,然后再进行正常的切削。同样的道理在取消刀具半径补偿时,也应该是在切削完毕离开工件之后。



