





















基于PLC的视觉检测工业零部件系统设计
摘 要:在现代生产工业的背景下,对生产出来的工件精度要求也愈发上升。流水线生产出来的工件固然大小,形状及各方面相似度都较高但难免会出现误差,导致精度达不到要求。因此催生出工件检测分类环节,但之前靠人眼分辨误差的方法也渐渐跟不上时代的发展,细微的误差难以识别,且人眼识别困难重重。本文介绍的就是取代人眼的工业智能相机,用于检测生产工件的误差,且通过PLC控制,最终去认出合格与不合格的工件,大大提高工件精度以及生产过程的自动化程度。
关键词:机械视觉,PLC,工件检测
Based on PLC control Design of industrial vision
to detection industrial parts system
Abstract:Under the background of modern industrial production, to produce the work piece precision requirements are increasingly rising assembly line production of work piece size, shape and all aspects of similarity is higher but hard to avoid can appear error, lead to can not meet the required precision consequence, we needed a test classification link, but by eye resolution error method before slowly to keep pace with the development of The Times, small error, it is difficult to identify, and eye recognition difficult industrial intelligent camera is introduced in this paper to replace human eyes, used to detect the error of the work piece production, and is controlled by PLC, eventually to recognize the qualified and unqualified artifacts, greatly improve the accuracy of the work piece and the degree of automation of production process。.
Keywords: machine vision ; PLC ; workpiece detection
第一章、序言
1.1课题研究意义
在现代生产工业的背景下,对生产出来的工件精度要求也愈发上升。即使是流水线生产的工件也难免会产生误差,造成同一批工件出现大小,形状的不一致。而随着时代的发展,即使是再小的误差也可能会造成不可估量的危险或损失,这点在越是精密,集成度越高的生产上尤为突出。而之前的由人眼检测误差的方法也随着时代发展的洪流而逐渐显示出其弊端。如检测缺漏以及人眼疲劳等现象,人眼识别困难重重,因此急需一种可以代替人眼并且具有检测误差功能的机器或方法。
在这种背景下迅速发展成型并流入市场大量使用的就是机器视觉中的一部分功能:智能相机检测。其优点在于不会因为视觉感官的疲劳而产生缺漏现象,只要按照程序里的固定检测方法全部检测一遍,即使是几毫米甚至更细微的误差也能区别并显示出来。这点在越是精密的相机里越是能充分体现。
并且智能相机通过上位机可以和PLC互相通讯,从而达到检测区分过程全部自动化,大大减少由人力而产生的误差以及节省人力资源。提高生产过程自动化程度。这点也符合现代生产过程趋向于全面自动化,大大解放双手,节省生产所需劳动力这一发展大方向。在以后的生产过程中,用机器代替人力是大势所趋,所以机器视觉的发展并定是现代化发展的方向。
机器视觉在未来的发展中技术方面必将区域数字化和智能化,图像采集的数字化让传输可以通过宽带技术获得更高的处理速度。以及在发展过程中更先进的处理算法将会随着时代的发展而出现,这样的技术也会得到更广泛的应用。而其中智能相机凭借其体积小,集成度高,开发性能广阔等优点将逐渐占据市场主要地位,且智能相机的许多部件和技术都来自于IT行业,价格也定会和手机电脑的发展形势相同是不断降低的过程。一方面在现代的生产流水线当中已经采用机器视觉领域产品的区域,毫无例外的都对机器视觉的产品产生依赖性,另一方面机器视觉产品将应用到其他更广的领域当中,所以机器视觉的市场将不断增大。
1.2 课题来源
令我研究本次课题的的原因是因为本人在一家主要以机器视觉为中心发展的公司里实习了过一段时间。期间学习了基础的视觉检测程序的编辑方法,以及外出给各个客户现场调试智能相机的经验。发现市场对机器视觉这块了解比较少,且机器视觉能应用的范围也确实比较广阔,这项技术的发展前景也呈现出相对较好的状况。因此启发本次论文的大纲以及课题的论述
第二章、机器视觉和PLC的总体方案
2.1机器视觉的发展与介绍
机器视觉整体是一项综合技术其中主要包括了图像处理、机器控制技术、电光源照明、光学成像以及计算机软硬件技术等。一套完整的机器视觉应用系统应该包括图像捕捉、光源系统、图像数字化模块、数字图像处理模块、智能判断决策模块和机械控制执行模块。机器视觉的特点主要有提高生产的灵活性和自动化程度。并且在一些人工作业危险或者人眼难以识别的场合,常用机器视觉代替人眼来进行一系列的作业,而且人眼在长时间重复作业时容易产生疲劳,而用机器视觉检测方法可以大大提高生产的效率并且保证准确性,降低错误率。
机器视觉的起点具体难以准确考证,其大致实在20世纪50年代提出机器视觉概念,并在20世纪60年代中期美国学者L.R.罗伯兹在理解多面体促成的积木世界研究开始的。其一开始使用的预处理、边缘检测、轮廓线构成、对象建模、匹配等技术一直在今后的机器视觉中应用。其在图像分析过程中采用的边缘检测从而确定物体的轮廓线以及采用区域分析将图像划分为由灰度相近的像素组成的区域,这些技术统称为图像分割。其目的在于用轮廓线和区域对所分析的图像进行描述,以便同机内存储的模型进行比较匹配。这便是机器视觉中的图像采集与分析的原理由来。但因当时思考方向的原因,图像一般采用由底向上的方法来确定轮廓,后来大量实践表明这样的分析方法太过困难。因此后来便逐渐采用和自顶而下相结合的方法,并运用启发式知识对象进行预测。从而解决了机器视觉发展的第一步“图像采集”的问题,为以后的发展奠定了基础。而到20世纪70年代CCD图像传感器的出现,用摄像机采集图像成为了机器视觉发展历史的转折点,到80年代CPU、DSP等图像处理技术的飞速进步,为机器视觉的飞速发展提供了基础条件,且在90年代机器视觉的发展趋向成熟,其标志点主要是将机器视觉和机器人的研制联系在一起,将机器视觉运用到当时发展比较重要的机器人当中,让机器视觉真正运用到工业领域当中。
我国的机器视觉发展历程大概是在20世纪80年代开始起步,并且在90年代进入发展期,进十几年来发展速度加快。中国正在成为世界机器视觉发展最活跃的地区之一,有许多的加工业流入中国市场当中,越来越多的生产线需要用到机器视觉来辅助甚至主要作业中,因此提供了比较广阔的发展空间和发展条件。并且也催生一些国际领先水平的机器视觉系统进入中国其中主要的如“德国康耐视”机器视觉,而本文所应用的也正是康耐视旗下的视觉检测装置和系统应用。国内的机器视觉企业也因此在与国际接轨的道路上飞速发展,相互竞争以及不断成长起来。
目录
第一章、序言…………………………………………………………………………2
1.1课题研究意义………………………………………………………………2
1.2课题来源……………………………………………………………………3
第二章、机器视觉和plc的总体方案………………………………………………3
2.1机器视觉的发展与介绍…………………………………………………3
2.2 PLC的介绍………………………………………………………………4
2.3方案设计…………………………………………………………………5
第三章、相机硬件的选型与安装……………………………………………………7
3.1相机选型…………………………………………………………………7
3.2镜头选型…………………………………………………………………8
3.3光源选择…………………………………………………………………9
3.4硬件安装…………………………………………………………………11
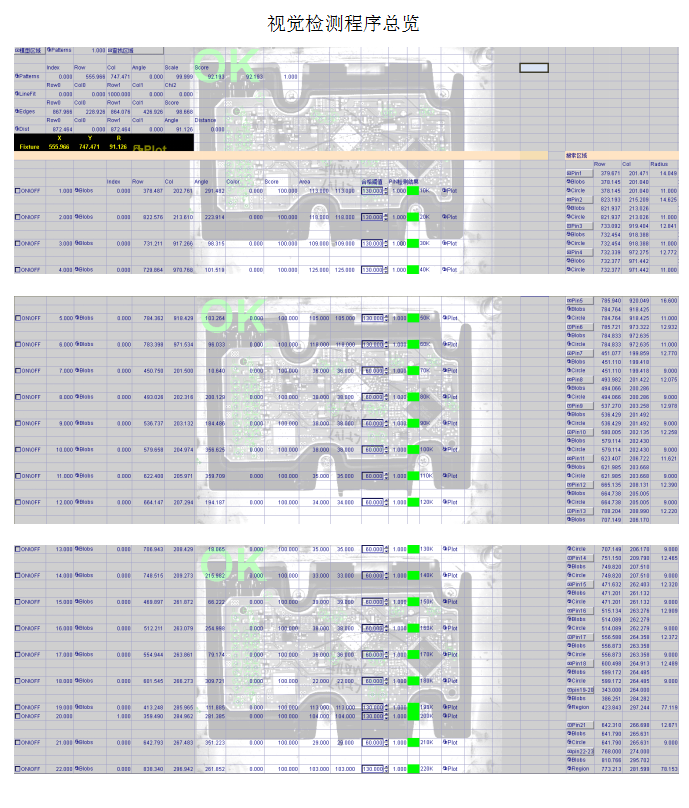
第四章、相机程序的编辑…………………………………………………………12
第五章、PLC的方案设计…………………………………………………………22
5.1硬件选择…………………………………………………………………22
5.1.1 PLC选型…………………………………………………………22
5.1.2继电器……………………………………………………………23
5.1.3气缸………………………………………………………………24
5.2 PLC程序设计……………………………………………………………24
5.2.1 I/O分配表………………………………………………………24
5.2.2 编程设计…………………………………………………………25
5.2.3 系统框架说明……………………………………………………26
第六章、结论………………………………………………………………………27
第七章、附录………………………………………………………………………28
参考资料……………………………………………………………………………30
参考资料
1.郭琼,PLC应用技术第二版。 2014.5
2.余文勇,石绘,机器视觉自动检测技术。 2013.7
3.白柳,于军,液压与气压传动。 2017.8
4.埃姆维工业控制设备有限公司,In-Sight 培训资料,智能相机与镜头介绍,光源种类和使用方法。
5.姚福来,田英辉,孙鹤旭等,自动化设备和工程的设计,安装,调试,故障诊断。2012.10
6.单光磊,摄像技术通用教程,2017.5




