





















西门子 PCS7在焦炉温度控制中的应用
摘要
过热蒸汽温度作为工业焦炉运行中的一项重要参数,反映出设备运行的经济性和安全性,焦炉过热蒸汽温度过高或过低,都将给安全生产带来不利影响,必须严格地将温度控制在给定值附近。焦炉过热蒸汽温度被控对象是一个多容环节,具有大延迟、大惯性以及时变性等特性,干扰因素多,属于可控性比较差的一个调节对象。针对焦炉过热蒸汽温度的上述特点,本文在分析了焦炉过热蒸汽温度的调节任务,温度调节对象的静、动态特性,控制难点和设计原则的基础上,采用SMPT-1000仿真过程控制设备,根据控制方案三个层次的要求:生产要求,安全要求和优化要求以及焦炉的详细控制参数,设计工程有前馈-串级控制系统,串级控制系统,双闭环比值控制系统,前馈-反馈控制系统和单回路控制系统,并使用西门子集散控制系统DCS中PCS7软件编程,编程顺序有OS组态,AS组态,组态下载,CFC连续功能图与SFC顺序功能图的编译与下载, WINCC的在线监控以达到优化控制系统的设计目的。
关键词:PCS7;SMPT-1000;过程控制;焦炉
Abstract
As an important parameter in the operation of industrial coke ovens, superheated steam temperature reflects the economy and safety of equipment operation. Excessive or low superheated steam temperature of coke ovens will bring adverse effects on safety production. It is necessary to strictly control the temperature near a given value. The controlled object of coke oven superheated steam temperature is a multi-capacitor link, which has the characteristics of large delay, large inertia and time-varying. It has many disturbing factors and belongs to a regulated object with poor controllability. In view of the above characteristics of coke oven superheated steam temperature, this paper analyses the regulation task of coke oven superheated steam temperature, the static and dynamic characteristics of temperature regulating object, control difficulties and design principles, and adopts SMPT-1000 simulation process control equipment, according to the requirements of three levels of control scheme: production requirements, safety. Requirements and optimization requirements as well as detailed control parameters of coke oven, the design project includes feed-forward-cascade control system, cascade control system, double closed-loop ratio control system, feed-forward-feedback control system and single-loop control system. PCS7 software in Siemens DCS is used to program, and the programming sequence is OS configuration, AS configuration. Configuration download, compilation and download of CFC continuous function diagram and SFC sequential function diagram, and on-line monitoring of WINCC to optimize the design of control system.
Key words: PCS7; SMPT-1000; process control; coke oven
目录
1.绪论 1
1.1 课题研究的背景和意义 1
1.2 国内外研究现状 2
1.3 本课题研究所采用的方法 3
1.4 本论文研究的主要内容 4
2 仿真设备与软件的介绍 5
2.1 SMPT-1000仿真设备 5
1. 非线性液位与离心泵系统工艺流程 5
2. 动力除氧系统工艺流程 5
3. 高阶换热系统工艺流程 5
4. 加热炉工艺流程 5
1. 焦炉系统工艺流程 5
2. 蒸发器工艺流程 5
2.1.1 SMPT-1000硬件组成 5
1. 流程设备盘台: 5
2. 控制方式: 6
2.1.2 SMPT-1000软件系统 7
1. 上位机软件SMPTLAB 7
2. 实时仿真引擎软件SMPTRUNTIME 7
2.2 西门子PCS7系统 7
1. 简单而可靠的过程控制 10
2. 用户友好的操作和可视化,并可通过因特网实现 10
3. 系统范围内功能强大、快速、一致性的工程与组态 10
4. 系统范围内的在线修改 10
5. 在各个层级的系统开放性 10
6. 灵活性和可扩展性 10
7. 与安全相关的自动化解决方案 10
8. 广泛的现场总线集成 10
9. 仪表与控制设备的资产管理 10
1. PCS7工程组态系统—ES 10
2. PCS7操作员系统—OS 10
3. 西门子自动化系统—AS 11
3焦炉控制方案的设计 12
3.1仿真焦炉的设计原则 12
1. 满足产品质量及产量要求。 12
2. 满足生产安全指标 12
3. 满足生产优化指标 12
4. 阀门开闭形式选择原则 12
5. 控制器正反作用选择 13
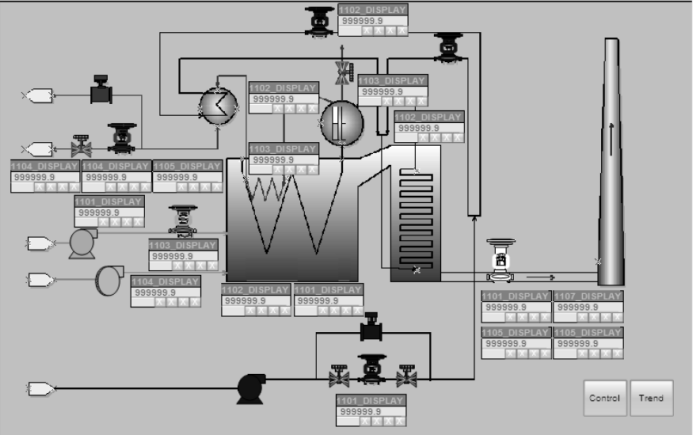
3.2仿真焦炉的工艺流程 13
3.3分析并设计系统的方案 14
4焦炉系统方案的实现 17
4.1控制方案的硬件组态 17
4.1.1 AS硬件组态 17
4.1.2编辑硬件变量表 18
4.1.3 OS站组态 20
4.1.4 网络连接组态与下载 21
4.2 控制方案的软件编辑 22
4.2.1 CFC连续功能图组态 24
4.2.2 SFC顺序流程图组态 29
4.2.3 WINCC组态 30
5焦炉系统方案的运行与参数的整定 33
5.1系统方案的运行 33
5.2 PID参数的整定 34
结 论 35
致 谢 36
参考文献 36
1.绪论
1.1 课题研究的背景和意义
焦炉系统是一个复杂的控制系统,它是一个多参数、多回路、非线性、大滞后、强耦合的控制系统。它的过程控制受汽包水位、炉膛温度、蒸汽压力、焦炉燃烧状况、炉膛负压、炉膛温度、蒸汽流量等各种因素的影响。由于工业焦炉的重要产品是蒸汽,因此,焦炉过热蒸汽温度控制是焦炉各项控制因素中最为重要的之一。由于控制因素的复杂性,我们只针对过热蒸汽温度进行控制,忽略其它因素的影响,是焦炉控制系统中简化过程。
过热蒸汽有其本身的应用领域,如用在发电机组的透平,通过喷嘴至电机,推动电机转动。但是过热蒸汽很少用于工业制程的热量传递过程,这是因为过热蒸汽在冷凝释放蒸发焓之前必须先冷却到饱和温度,很显然,与饱和蒸汽的蒸发焓相比,过热蒸汽冷却到饱和温度释放的热量是很小的,从而会降低工艺制程设备的性能。
温度是工业生产过程中最常见的控制参数之一,对温度的测量和控制具有很大的实际应用价值和应用前景。特别是在很多工业场合,温度控制的好坏直接影响产品的质量、设备运行的安全性和经济性,例如在焦炉过热蒸汽温度的控制中,整个过程都要求对温度进行严格的控制和测量。通常过热器正常运行时的温度已经接近材料允许的极限温度,因此,必须相当严格地将焦炉过热蒸汽温度控制在给定值附近。一般中、高压焦炉过热蒸汽温度的暂时偏差不允许超过±10ºC,长期偏差不允许超过±5ºC,这个要求对焦炉控制系统来说是非常高的。温度偏差高会使蒸汽管道、汽轮机内某些零部件产生过大的热膨胀变形而损坏,威胁机组的安全运行。温度偏低则会降低机组的热效率,增加燃料消耗量,浪费能源,同时会使汽轮机最后几级的蒸汽湿度增加,加速汽轮机叶片的水蚀,从而缩短汽轮机叶片的使用寿命,所以焦炉过热蒸汽温度过高或过低都是生产过程所不允许的。为了保证焦炉过热蒸汽温度的品质和生产过程的安全性、经济性,焦炉过热蒸汽温度必须通过自动化手段加以控制。因此对温度进行实时准确的测量和控制对工业生产过程的顺利进行起着至关重要的作用。
参考文献
[1]廖常初.PCS7编程及应用[M].北京:机械工业出版社.2016.
[2]吴中俊,黄永红.可编程序控制器原理及应用[M]. 北京:机械工业出版社.2014.
[3]王永华.现代电气控制及PLC应用技术[M].北京:北京航空航天大学出版社.2013.
[4]马秀坤,史云涛,马学军.PCS7与数字调速系统的原理及应用[M].北京:国防工业出版社,2015.
[5]陈伯时.电力系统自动控制系统[M].北京:机械工业出版社.2013.
[6]张志杰.焦炉控制系统的优化设计与应用[J].工业炉.2012,22(3):26~27.
[7]王浩宇,张云生,张果.管式焦炉PID算法改进及其在虚拟仪器中的应用[J].自动化仪表,30(4):51~54
[8]楼顺天,姚若玉,沈俊霞.MATLAB7程序设计语言[M].西安电子科技大学出版社.2015.
[9]黄友锐,曲立国.PID控制器参数整定与实现[M].科学出版社.2012.
[10]卢京潮.自动化控制原理[M].西北工业大学出版社.2012.
[11]周美兰,周封,王岳宇.PLC电气控制与组态设计[M].科学出版社.2013.



