



钽阳极氧化中的调试分析(毕业论文)
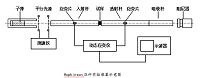
试验设备与方法
试验所采用的阳极材料为烧结工业纯钽,单个样品面积为 4.5cm2,阴极材料采作大面积的石墨阴极。试验地点选在实验楼表面工程实验室,试验所采用电源为电泳仪,氧化槽为容积500mL的烧杯作为氧化槽,阴极挂具采用铁材,阳极挂具采用铁挂具,只留两个接触点同钽连接,其余部分用绝缘漆密封以保证其与电解液没有接触,氧化过程中加载搅拌系统,使形成的氧化膜层均匀。
2.4.2试验工艺流程
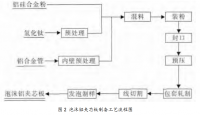
⒈工件→砂纸打磨→称重→碱性除油→去离子水超声波水洗→酸洗→去离子水洗→阳极氧化→去离子水洗→干燥→称重→封存→观察金相→测量膜厚→测量显微硬度→观察电镜→贴标签封存。
⒉ 实验过程中的主要参数
顺序 工序 溶液成分 工艺参数
温度/℃ 时间
1 金相砂纸打磨
2 称重
3 除油 4%NaOH 50 1分钟
4 混酸前处理 见注释① 室温 10秒
5 超声波清洗 水 室温 1分钟
6 阳极氧化 主体溶液1Mol/L磷酸 工艺而定 15-60分钟
7 称重
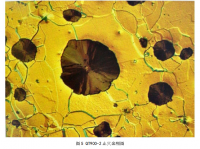
8 观察金相
9 测膜厚
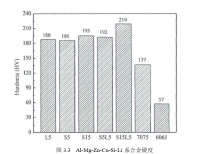
10 测显微硬度
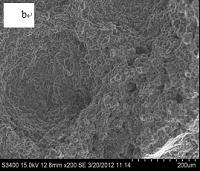
11 电镜观察表面形貌
注释①:其中混酸处理液为混酸(浓H2SO4 ∶浓HNO3 ∶浓HF = 5 ∶2 ∶2)
3.1阳极氧化中的因素分析
①挂具:试试验发现挂具同工件接触的好坏直接影响膜层的质量,因电解液中含氢离子,氢离子对钢挂具有强烈的腐蚀作用,且氧化过程中,若钢接触点未与钢接触则不能形成完整的钽氧化膜,并且会由于和钽接触点局部电阻过大,造成钽与钢接触点处产生大量的热量,使工件受影响。
②氧化时间:由于氧化过程中,电力线分布不均,阳极试样各部分膜层生长速度也是不一样的,表面活化充分的部分生长速度较快,膜层较厚,而表面活化不好的部分生长速度相对较慢,因此对电解时间的控制相当重要,否则会使部分工件厚度相差太大。试验氧化时间应控制在30-60 min。
③电解液氧化温度:本阳极氧化工艺温度控制在20~40℃时,能获得致密颜色均一的氧化膜层。当温度低于15℃时,形成的氧化膜偏灰,厚度偏薄。当温度高于60℃时,则生成的氧化膜层虽然致密,但硬度达不到要求。
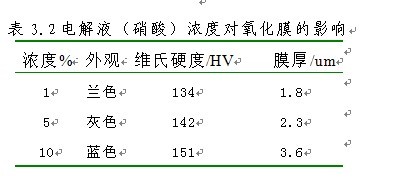
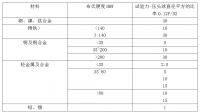
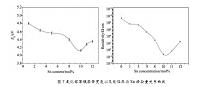
④电解液(磷酸)温度对氧化膜的影响:温度是影响阳极氧化膜层颜色的重要因素。有关温度对着色膜层颜色的影响,很早就己经有人研究过,并得出结论:膜层颜色随着阳极氧化温度的增加而加深。该结论的正确性也己经得到了证实,但是对于不同的工艺,情况可能会有所不同,40℃的实验中,电解液反应了5分钟,而在60℃的实验中,氧化反应只有3分钟就结束了,得到的氧化膜也较厚。但反应速度的加快,使得膜的致密度有所下降,经烘干后,发现表面颜色不均,发现膜厚差别较大,故可得出温度不宜过高,一般在20-40 ℃之间。表3.1为磷酸温度对氧化膜的影响(电压为10V)。




