
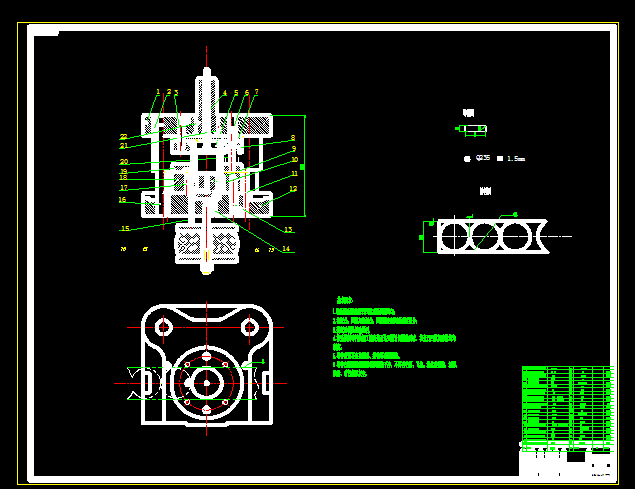





















侧盖落料拉伸模设计
冲压的工艺性分析
工艺分析包括技术和经济两方面内容。在技术方面,根据产品图纸,主要分析零件的形状特点、尺寸大小、精度要求和材料性能等因素是否符合冲压工艺的要求;在经济方面,主要根据冲压件的生产批量,分析产品成本,阐明采用冲压生产可以取得的经济效益。因此工艺分析,主要是讨论在不影响零件使用的前提下,能否以最简单最经济的方法冲压出来。
影响冲压件工艺性的因素很多,从技术和经济方面考虑,主要因素:
1)工件的外形为圆形,外形简单均匀,适宜冲裁。
2)工件无细长的旋臂与窄槽,模具结构简单,适合冲裁。
3)材料为Q235,是常用的冲裁拉深材料,具有良好的冲裁性能。
4)工件尺寸属于装配要求精确尺寸,此尺寸可定为加工尺寸。
5)生产批量,一般来说,大批量生产时,可选用连续和高效冲压设备,以提高生产效率;中小批量生产时,常采用简单模或复合模,以降低模具制造费用。
6)成型件的尺寸要求不高,表面粗糙度要求不大,变形量很小,不会引起破裂。
综上所述,此工件适宜冲裁。
本冲压件工艺分析如下:
1.图形分析 形状较简单,且左右、前后对称,主要是拉深形状。
2.尺寸分析 尺寸公差主要部份都已经有了,其余尺寸不重要,公差要求不高,是IT14级。
3.材料 Q235,是适合深拉深钢。
零件用的是厚1.5mm的Q235钢板,
力学性能:抗拉强度 σb (MPa):380-470(查参考文献[2],P24页,表1.4.1)
屈服强度 σs (MPa):235
抗剪强度 τ(MPa):310-380
伸长率 δ10 (%):21-25
由于零件材料较薄,在计算是可以不考虑壁的变薄影响,相对高度不是很大,加之Q235的硬化指数适中,关键是对圆角的选取,确保拉深在较少的次数基础上来保证筒形件高度尺寸,减少拉深次数,降低拉深成形时起皱和破裂的可能。
4.批量 大批量生产。
5.冲压工序 落料、拉深.
6.冲裁间隙
查参考文献[2]P35页,表2.2.3,得双面间隙Z=0.132~0.240mm
1.3 冲压工艺方案的确定
经过对冲压件的工艺分析后,结合产品进行必要的工艺计算,并在分析冲压工艺、冲压次数,工艺顺序组合方式的基础上,提出各种可能的冲压分析方案。
方案一:单工序模。适当整合各冲压工序,需要副模具,此模具经济,制造方便。
方案二:级进模。模具结构复杂,制造难度高,成本高。
由于第二种方案模具结构复杂,制造成本高,因此选用方案一。
1.4 冲压工艺计算
1.4.1 工件的毛坯尺寸计算
由于工件主要成型的工序是拉深,工件的变形主要在拉深处,此工件是无凸缘的零件且厚度很小所以无修边。
1.毛坯尺寸计算
由于工件是圆桶形的,因此工件展开后是一个圆形片,可以直接落下工件的实际尺寸,根据参考文献[2],P152页,表4.2.3中的公式计算毛坯直径如下:
D=
D=59mm
值得注意的是,在确定复杂拉深件的毛坯尺寸和形状时,由于实际情况比较复杂,影响因素很多,如板材的厚度变化、模具的间距大小、模具的尺寸公差等,所以一般是先根据上述公式进行初步计算,然后在通过试验加以修正确定。由于条件有限不能通过试验进行修正,根据前人的经验,在拉深时材料会变薄,毛坯可小一些,故毛坯直径选为D=55mm。
。
1.4.2 拉深工序及尺寸计算
由于各次拉深都有凸缘,同时为了防皱,各道拉深工序都采用压边圈结构。
1.确定一次能否拉出
第一次拉深时的极限拉深系数m1=0.53
而该零件的总拉深系数m总=d/D=0.75。
即m总>m1,故该零件一次拉深才能够达到所需尺寸。
1 绪 论
1.1 冷冲压工艺及模具设计的目的
目的:
a) 针对题目使学生得到机械原理、机械设计、模具设计、CAD等课程的综合训练。
b) 针对题目使学生在冷冲压模具工艺分析、模具总体结构方案论证与设计,模具零件结构设计与计算、编写技术文件、查阅文献和三维设计软件应用能力方面受到一次综合训练。
c) 培养学生独立调查研究、科技检索、方案论证、规范化科技写作等方面的能力
意义:
模具是制造业的一种基本工艺装备。我国模具工业从起步到飞跃发展,历经了半个多世纪。但仍然不能满足国民经济的高速发展。模具是工业生产中极为广泛的工艺装备之一,也是发展工业的基础。它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。用模具制造零件以其效率高,产品质量好,材料消耗低,生产成本低而广泛应用于制造业。
模具也是国际上公认的关键工业。模具生产技术水平的高低是衡量一个国家制造水平高低的重要标志,它在很大程度上决定着产品的质量、效益和新产品的开发能力。振兴和发展我国的模具工业,正日益受到人们的关注,模具也日益趋向标准化。
冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,
22批量冲压生产就难以进行;没有先进的冲模,现金的冲压工艺就无法实现。冲模在实际工业生产中应用广泛。在传统的工业生产中,工人生产的劳动强度大、劳动量大,严重影响生产效率的提高。随着当今科技的发展,工业生产中模具的使用已经越来越引起人们的重视,而被大量应用到工业生产中来。冲压模具的自动送料技术也投入到实际的生产中,冲压模具可以大大的提高劳动生产效率,减轻工人负担,具有重要的技术进步意义和经济价值。
1.2模具在国内外的发展趋势和前景
1.2.1国外模具发展概况
模具的发展很大程度上体现在实际的模具厂里,在国外专业的模具厂具有4大特点:
1.采用专业化,产品定位准。所考察的模具企业,大多数都是围绕汽车、电子等产业对各类模具的需求,确定自己的产品定为和市场定位。为了在市场竞争中求生存、求发展,每个模具厂家都有自己的优势技术和产品,并都采取专业化的生产方式,如:生产冷冲模和生产塑料模。
2.CAD/CAE/CAM的广泛应用。在欧美,CAD/CAE/CAM已成为模具企业普遍应用的技术。在CAD的应用方面,已经超越了甩掉图板、二维绘图的初级阶段,目前3D设计已经达到70%-89%。PRO/E、UG、CIMATRON等软件的应用很普遍。应用这些软件不仅可以完成2D设计,同时可获得3D模型,为NC编程和CAD/CAM的集成提供了保证。CAE技术在欧美已经逐渐成熟,在注射模设计中应用CAE分析软件,模拟塑料的冲模过程,分析冷却过程,预测成型过程中可能发生的缺陷。
参考文献
[1] 郑家贤.冲压模具设计实用手册[M] .北京:高等教育出版社,2007.
[2] 成虹.冲压工艺与模具设计[M].北京:高等教育出版社,2006(第二版).
[3] 钱可强.机械制图.北京:高等教育出版社,2007.5(第二版).
[4] 杨关全,匡余华.冷冲模设计资料与指导[M].第二版.大连理工大学出版社2009.
[5] 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 2851—2008 冲模滑动导向模架[S].北京:中国标准出版社,2008.
[6] 杨占尧.冲压模具标准及应用手册.北京:工业出版社,2008.
[7] Kotera,Hidetoshi;Shima Susumu.Study of Magneto-Cosserat theory to simulate powder behaviour during compaction.Funtai Oyobi Fummatsu Yakin/Journal of the Japan Society of Powder and Powder metallurgy.-1999,46(3). 227-231.
[8] Storojev,V.M.,Teoria obrabotki metallov davieniem,Moskva,1977,124-198.
[9] Storojev,V.M.,Teoria obrabotki metallov davieniem,Moskva,1977.
[10] Karoupi,F. and Loftus, M., 1991, “Accommodating Diverse Shapes within Hexagonal Pavers,” International Journal of Production Research, Vo1.29, pp. 1507–1519.
[11] Chow, W. W., 1979, “Nesting of a Single Shape on a Strip,” International Journal of Production Research, Vo1.17, pp. 305–322.
[12] Nee, A. Y. C., 1984, “A Heuristic Algorithm for Optimum Layout of Metal Stamping Blanks,” Annals of the CIRP, Vo1.33,
http://www.bysj1.com/html/4764.html http://www.bysj1.com/html/5111.html




