
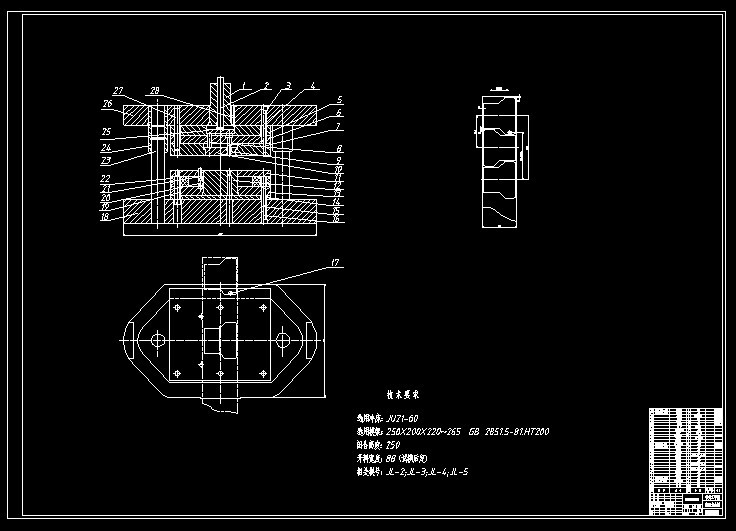





















铰链落料冲孔复合模具设计(说明书+CAD图纸)
摘 要
此次我的毕业设计题目是铰链冷冲压模具设计,经过对这个题目的分析与研究,最终确定了以复合模冲孔落料(落料与冲Φ8.4孔)→冲Φ10.4孔→预弯→卷圆→弯曲的工序组合来完成这副模具的设计。此课题主要详细介绍了在铰链冷冲压模具设计过程中,对各个工序的设计构想及具体实施方案,并且主要讲述模具设计工艺方案及工艺过程。
由于工作量大,所以此套模具由多人完成,而我设计的课题是铰链落料冲孔复合模具设计,在对冲压件工艺分析后我进行了方案比较与确定,然后以我自己的课题估算了模具各主要零件(凹模、凸模固定板、垫板,凸模)的外形尺寸,并确定标准模架以及卸料橡胶或弹簧的自由高度等。我设计的这副落料冲孔模的特点及原则是:首先得保证产品质量节约原材料,降低劳动强度,降低成本,提高劳动生产率,最后达到产品的要求。
关键词 冷冲模 倒装式复合模 设计
第一章 概述
1.1 课题的来源与选题依据
1.课题来源:企业开发研制产品需要。
选题依据:根据学生所学专业及教学大纲要求,结合相关企业实际生产需要及设计模式,促使学生将所学专业基础知识及专业知识具体应用到实践中,培养其理论联系实际的能力。
1.1.1 课题的意义及目的
随着科学技术的不断进步和工业生产的迅速发展,冲压及模具技术也在不断革新与发展,主要表现在以下几个方面:
1)工艺分析计算方法现代化
近几年来,国外开始采用有限变形的弹塑性有限方法,对复杂成型件的成型过程进行应力,应变分析的计算机模拟,只预测某一工艺方案对零件成型的可能性和会发生的问题,将结果显示在图形的终端上,供设计人员进行修改和选择。
2)模具设计制造现代化
为了加快产品的更新换代,缩短模具设计周期,工业发达国家正在大力开展模具计算机辅助设计和制造的研究,并已在生产中运用。
3)冷冲压生产机械化与自动化
为了大量生产的需要,冲压设备由低速压力机发展到高速自动压力机。
4)发展新的成型工艺
为了满足产品更新换代和小批量生产的需要,发展了一些新的成型工艺,简易模具,数控冲压设备和冲压柔性制造技术等。
5)不断改进板料的冲压性能
目前世界各先进工业国不断研制出冲压性能良好的板料,只提高冲压成型能力和使用效果。
设计目的:
1)掌握冷冲压模具的设计方法,要求我们将理论与实际密切联系起来力求所学知识更完备。
2)培养综合运用所学知识,独立解决实际问题的能力,并提高模具的设计与制造水平。
3)熟悉查阅有关资料的手册的方法,了解成型模具的工艺要求及结构特点。
4)为了使我们为以后的工作打下良好的基础。
第二章 冲压工艺过程设计
2.1 冲压件的工艺分析
2.1.1 根据零件的使用条件和技术要求进行工艺分析
该零件(铰链)主要用于电信设备上零部件的安装固定以及用于其它地方,可以说用途甚为广泛。有两个该零件通过销一样的东西将其结合就形成了铰链,但问题的关键是要注意卷圆部分以及八字孔,而其它部分要求并不是十分严格,只要能达到产品使用目的就可以。
2.1.2 根据零件的形状、尺寸精度和材料进行工艺分析
1 冲裁件的形状和尺寸
a.该冲裁件形状简单、对称、可采用少废料直排,提高材料利用率,并且该冲裁件的外形4处交角处采用了圆角过渡,而八字形孔要保证其尖角不允许圆角过渡,但卷圆端部的两个90°尖角不符合冲裁工艺要求,故需要设工艺圆角,其圆角值可查《冲压工艺与模具设计》 表2.6.1 Rmin=0.35t=0.35×2.5=0.875mm,取Rmin=1mm。
b.因该冲裁件本身就没有悬臂与狭槽,故不需考虑其最小宽度b。
c.因受模具强度和零件质量的限制,冲裁件中孔与孔之间以及孔与零件边缘之间的壁厚值不能太小,若是太小零件质量不易保证。查书《冲压工艺与模具设计》图2.6.2 知必须满足c≥t ,即c≥2.5,而该冲裁件上Cmin=9-5.2=3.8>c 故满足要求。
d.冲裁件的孔径由于受冲孔凸模强度和刚度的限制而不宜太小,否则凸模易折断和压弯。该冲裁件的材料为SS400 ,τ =400~510Mpa,查书《冲压工艺与模具设计》表2.6.2知自由凸模最小冲孔孔径d≥1.3t=1.3×2.5=3.25mm,而该零件的最小孔径d=Φ8.4>3.25mm 故满足要求。
e.该零件上尺寸90、70,20、40等都是自由公差按IT14取,尺寸 趋近IT14级,而尺寸Φ8.5±0.3、Φ10.4±0.2、Φ8.4±0.2均在IT14级以下,普通冲裁加工可获得的零件尺寸公差等级可以查《冷冲压模具设计指导》表8-19,当t=2.5mm时,内孔、孔中心距和孔边距高于IT14,故该冲裁件可以用普通冲裁完成。
2 弯曲工艺性分析
a.弯曲件的最大弯曲圆角半径可以不加限制,只要措施得当控制其回弹量即可,查书《冲压工艺与模具设计》表3.3.1 最小相对弯曲半径Rmin/t的实验数值:
当弯曲线与板料轧纹方向垂直时Rmin=0.6×2.5=1.5mm;
当弯曲线与板料轧纹方向水平时Rmin=1.2×2.5=3mm;而R=5≥Rmin 故满足要求。
b.由后面尺寸展开计算知直边L2=18.42mm, 即H=L2=18.42mm>2t=2×2.5=5mm,故弯曲件的直边高度也满足要求。
c.孔边至弯曲半径中心的距离L 查《冲压工艺与模具设计》P120 图3.3.14知 L≥2t 而L=26.44-9-8.5-4.2=4.74≤2t=2×2.5=5mm。故不能满足要求,应先弯曲后冲孔。但尺寸相差不大,且考虑该八字形孔是固定螺栓让孔,形状和尺寸要求并不是很高,允许有少量的变形,如果重新做模具其成本大大增加,所以综合考虑仍然采用冲孔落料复合模。
目 录
第一章 概述………………………………………………………………………1
1.1课题的来源与选题依据…………………………………………………………1
1.1.1课题的意义……………………………………………………………………1
第二章 冲压工艺过程设计…………………………………………………1
2.1冲压件的工艺分析………………………………………………………………2
2.1.1根据零件的使用条件和技术要求进行工艺分析……………………………2
2.1.2根据零件的形状、尺寸精度和材料进行工艺分析…………………………2
2.1.3材料分析………………………………………………………………………3
2.2冲压件工艺方案的确定………………………………………………………4
2.2.1冲压工序类型和工序数量的确定……………………………………………4
2.2.2工序组合及方案比较…………………………………………………………4
2.2.3各工序模具结构形式的确定…………………………………………………4
2.2.4计算并确定每个工序的形状和尺寸并绘制各工序图………………………4
2.2.5 计算各工序的冲压力,初选压力机………………………………………9
第三章 冲压模具设计………………………………………………………12
3.1 模具结构形式的确定…………………………………………………………12
3.2 计算模具压力中心,确定模具受力中心的位置………………………………12
3.3 计算或估算模具各主要零件…………………………………………………12
3.4 确定凸、凹模的间隙,计算凸凹模工作部分尺寸…………………………14
3.5 校核压力机……………………………………………………………………14
结论………………………………………………………………………………16
致谢………………………………………………………………………………17
参考文献………………………………………………………………………18
附录………………………………………………………………………………19
参考文献
[1] 成虹《冲压工艺与模具设计》 北京 高等教育出版社 2002
[2] 王芳《冷冲压模具设计指导》 北京 机械工业出版社 1999
[3] 王之栎《机械设计综合课程设计》北京 机械工业出版社 2003
[4] 李培根《机械工程基础》北京 机械工业出版社 2002
[5] 胡荆生《公差配合与技术测量基础(第二版) 》北京 中国劳动社会保障出版社 2000
[6] 陈于萍《高晓康编著,互换性与测量技术》北京 高等教育出版社 2002
[7] 吴宗泽《机械零件设计手册》北京 机械工业出版社 2003
[8] 许发樾《实用模具设计与制造手册》北京 机械工业出版社 1992
[9] 朱传礼 林蒲生《高等学校毕业设计论文指导手册机械卷》北京 高等教育出版社 1998
[10] 《中华人民共和国国家标准GB2851~2875-81冷冲模》1984-01-01实施 国家标准总局 批准




