





















T68普通镗床的PLC技术改造
摘 要
在PLC技术的应用中,电气工程师不再在硬件上花费太多功夫,只考虑将控制按钮或检测传感器连接在PLC输入点,再通过PLC内部处理,在输出点连接接触器或继电器,来控制大功率的启动设备,而小功率的输出设备直接连接即可。
随着自动化技术,计算机技术及网络通信技术的迅猛发展,使PLC的功能日增多,它不仅能实现单机的控制,而且能实现多机的控制,同时随着PLC技术的不断发展,在自动化技术的领域中PLC起到了不可忽略的作用,由于PLC在与继电器的比较中有着许多的功能胜过或者是优于继电器,从而使PLC逐步取代继电器,使得其自动化控制有了更进一步的发展,无论从操作,维修,保养还是从线路的简化等方面都更加的方便,其优点更加的突出!
本文就根据PLC的优点对T68镗床进行电器线路改造.机床原有的操作方式不变,机床的主电路不变,从而使机床的控制线路简化了,机床故障率降低了。 首先提出电路改进的总体构思,设计出了PLC的梯形图及接线图,重点分析了部分电路的调试过程。
关键词: T68镗床; 控制线路; PLC控制; 机床电气改造; PLC程序设计。
ABSTRACT
In PLC technology application, electrical engineer are no longer spend too many times on the hardware, they can only considered that the control push-button or the examination sensor connection in the PLC entrance point, and than they will be linked with contactor or the relay in the point outputing to control the high efficiency the starting outfit through the PLC internal treatment. The output of low-power devices can be connected directly to it.
With the rapid development of the automation technology, computer technology and network communication technology, the PLC function increases day by day. It is not only able to control the stand-alone, but also realize much machine controlling. At the same time as the PLC technology development, PLC has played a very important role in the field of automation technology. Due to many functions of PLC are better than relay so that the PLC gradually replace the relay. This enabled the automated control of PLC have the further development, it is more convenient, no matter for the operation, the service, maintains or line's simplification. It's merit even more prominent.
This article based on the merits of the PLC on T68 boring machine to carry out electrical lines transformation.'s Original machine tool operation the same way, the machine's main circuit unchanged, so that the machine control circuit simplifies the machine to reduce the failure rate. Was first proposed to improve the circuit The overall idea of the design of the PLC ladder and wiring diagram, a key part of the analysis of the circuit debugging process.
Key Words: T68 boring machine Control Line
PLC control PLC Programming
Electrical Machine transformation
目 录
前 言..............................................................1
第1章 课题的目的和意义............................................3
1.1 课题简介.................................................3
1.2 课题的意义...............................................3
1.3 镗床的分类及选用.........................................3
第2章 T68 镗床的结构和运动形式....................................5
2.1 卧式镗床的主要结构.......................................5
2.2 卧式镗床的运动形式.......................................6
2.3 T68卧式镗床电气控制电路分析..............................6
第3章 PLC控制系统的改造..........................................12
3.1 PLC的选择...............................................12
3.2 I/O地址分配表...........................................14
3.3 I/O接线图...............................................16
3.4 PLC程序设计.............................................16
第4章 T68 镗床 PLC改造后仿真实验.................................32
4.1 仿真实验设计.............................................32
4.2 仿真效果检验.............................................32
第5章 总结........................................................44
5.1 T68普通镗床PLC改造后总结................................44
5.2 可提升空间...............................................44
致谢...............................................................45
参考文献...........................................................46
成果目录
卧式镗床主电路
卧式镗床控制电路
T68卧式镗床I/O接口图
主轴电动机低速运转I/O接口图
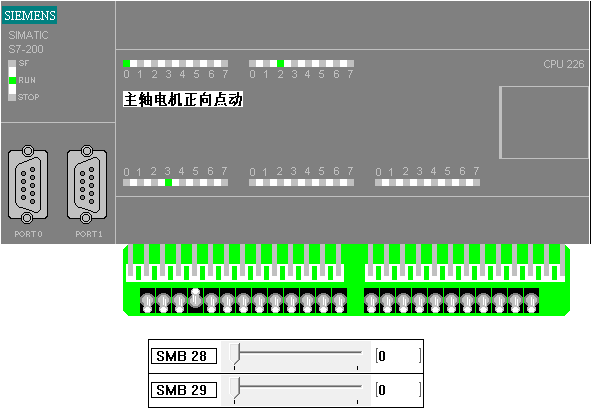
主轴电动机点动运转I/O接口图
主轴电动机低速转高速运行的I/O接口图
进给电机快速移动I/O接口图
主轴电机低速正向控制梯形图
主轴电机低速反向控制梯形图
主轴电机点动正转控制梯形图
主轴电机点动反转控制梯形图
主轴电动机反转低速转高速的梯形图
主轴电动机正转低速转高速的梯形图
进给电机快速正向移动的梯形图
进给电机快速反向移动的梯形图
过载报警梯形图
系统PLC程序梯形图
参考文献
[1]严盈富.西门子S7-200PLC入门[M].北京:人民邮电出版社,2007
[2]齐占庆.机械电气自动控制[M].北京:机械工业出版社,1989
[3]熊辜明.机床电路原理与维修[M].北京:人民邮政出版社,2001
[4]张用,杨定之.机床电气控制[M].上海:上海科学技术文献出版社,1983
[5]谭维瑜.电机与电气控制[M].北京:机械工业出版社,2003 年
[6]刘光起,周亚夫.PLC应用技术[M].北京:化学工业出版社,2008年
[7]吕景泉,可编程控制区器技术教程[M].北京:科学出版社,2001.
[8]宋建成.可编程控制器原理与应用[M].北京:科学出版社,2004.
[9]王炳实.机床电器控制 [M].北京:机械工业出版社,2004
[10]王兆明.电气控制与PLC技术 [M].北京:清华大学出版社,2005
[11]丁学恭.电气控制与PLC [M].杭州:浙江大学出版社,2005
http://www.bysj1.com/html/6486.html
http://www.bysj1.com/html/6469.html
http://www.bysj1.com/html/6483.html



