





















普通车床和铣削 工序 分 析 内 容
1. 该塑件尺寸较小,一般精度等级,为了降低成型费用,采用一模多腔,并不对制品进行后加工 。
2. 为了满足制品光亮和A表面光滑无毛刺的要求及提高成型效率,采用普通侧光洁系统。
3. 为了方便加工和热处理,以便使用后型锌磨损的互换性,型腔与型芯部分采用拼镶结构。
4. 由于该塑件有侧抽芯结构,所以采用侧抽滑块机构进行侧抽成型。
一. 确立型腔数目
1. 根据塑件的生产批量及尺寸精度要求
(1).按注射机的最大注射量确定型腔的数目,型腔数目的根据式:
n≤ (Kmp¬¬-m1)/m
n=0.8×60×1.05-5.335×1.05/16≈3.15
由于该塑件有侧抽芯,为了方便注塑采用一模两腔,故n取2
式中:K——注射机最大射量的利用系数,一般取0.8
mp——注射机最大注射量(g)
m1——洗注系统凝料量(g)
m——单个塑件的质量(g)
式中:mp,m1,m也可为注射机最大注射体积ccm3,浇注系统凝料体积(cm3 ) ,单个塑件的体积(cm3 )
(2)按注射机的额立锁模力确立型腔数目,型腔数目n,根据式可得:
n≤ (Fp-PA1)/PA
式中:A¬——单个塑件在分型面上的投影面积mm2
A1¬——浇注系统在分型面上的投影与型腔不重叠部分的面积mm2
P——塑件熔体在型腔中的成型压力MPa
FP——注射机的额立锁模力N
(3)按塑件的精度要求确定型腔的数目,生产经验表明每增加一个型腔,塑件的尺寸将降低4%,成型高精度塑件时,型腔不宜过多,通常不超过4腔,因为多型腔难以使型腔的成型条件一致。
(4)经计算采用一模两腔
2.按照塑料件图所示尺寸
塑件体积=(22×3.14×35)+(22×3.14×25)+(22×3.14×1)+(78/2) 2 ×3.14×3-(26/2) 2 ×3.14×3+32×3.14×7+(22×3.14×6×4)+(7×9×6×4) -(6×3×4)
=15.441cm3
查表(1)塑料ABS的密度为1.02~1.05g/cm3(注射致密度为1.05g/cm3)
单件塑件重量ms=vl
ms=vl=15.441×1.05=16.213g
2. 型腔、型芯工作部位尺寸的确定
影响塑件尺寸精度的因素很多,概括地说,有塑料材料、塑件机构和成型工艺过程,模具结构、模具制造和装配,模具使用中的磨损等因素,其中塑料材料方面主要是指收缩率的影响。
1)塑件的收缩率波动,塑件成型后的收缩变化与塑料的品种,塑件的形状、尺寸、型厚、成型工艺条件、模具的结构等因素有关,所以确定准确的收缩率是很困难的,工艺件塑料批量发生的变化会造成塑件收缩率的波动,其塑料收缩率波动误差为:
s=(Smax-Smin)LS
式中:s——塑料收缩率波动误差
Smax——塑料的最大收缩率
Smin——塑件的最小收缩率
LS——塑件的基本尺寸
2)模具成型零件的制造误差,模具成型另加的制造精度是影响塑件尺寸精度的重要因素之一,模具成型零件的制造精度愈低,塑件尺寸精度也愈低,一般成型零件工作尺寸制造公差值取塑件公差值的1/3~1/4,或取IT7~IT8级作为制造公差。组合成型腔或型芯的制造公差应根据尺寸链来确定。
3)模具成型零件的磨损,模具在使用过程中,由于塑料熔体流动的冲刷,在成型过程中可能产生的腐蚀性气体的锈蚀,脱模时塑件与模件的摩擦,以及由于上述原因造成的成型零件表面粗糙度提高而需要重新打磨抛光等原因,均会造成成型零件尺寸的变化,塑件脱模摩擦磨损是主要的因素,磨损的结果使型腔尺寸变大,型芯尺寸变小,磨损程度与塑料的品种和模具材料及热处理有关。
4)模具安装配合误差,模具成型零件装配误差以及在成型过程中成型零件配合间隙的变化都会引起塑件尺寸的变化。
综上所述,塑件在成型过程中产生的尺寸误差应该是 :
= z+ c+ s+ j+ a
式中: ——塑件的成型误差
z——模具成型零件制造的误差
c——模具成型零件的磨损引起的误差
s——塑料收缩率波动引起的误差
j——模具成型零件配合间隙变化误差
a——模具装配误差
5)塑料的平均收缩率为:S=(Smax+Smin)/2×100%=(0.3%+0.8%)/2=0.55%
型腔工作部位尺寸计算:
型腔径向尺寸,Lm0+§=[(1+S)Ls-x△]0+§
型腔深度尺寸,H0+§=[(1+S)Hs-x△]0+§
型芯径向尺寸,lm0-§=[(1+S)ls+x△] 0-§
型芯高度尺寸,hm0-§=[(1+S)hs-x△] 0-§
中心距尺寸,Cm±§z=(1+s)Cs±§z/2
式中:Ls——塑件外型径向基本尺寸的最大尺寸(mm)
ls——塑件内型径向基本尺寸的最小尺寸(mm)
Hs——塑件外型高度基恩尺寸的最大尺寸(mm)
hs——塑件内型深度基本尺寸的最小尺寸(mm)
Cs——塑件中心距基本尺寸的平均尺寸(mm)
x——修正系数,去0.5~0.75
△——塑件公差(mm)
§z——模具制造公差,取(1/3~1/4)△
x---修正值取x=6
零件按一般精度计算,经查表ABS一般按精度为MT7,所以塑件公差数值按MT7查表,查附表
(1) 确定分型面位置,该塑件的结构如图----所示,拔模斜度为1度,根据其特点及A表面光滑无毛刺无熔接痕的要求,采用阶梯分型面,在发生变化的部位要制成一立的角度,以免和模时发生碰伤。
分型面设计原则:
1)分型面应选在塑件外形最大轮廓处,塑件在动,立模的方位确立后,其分型面应该在塑件外形最大轮廓处,否则塑件会无法从型腔中脱出。
2)分型面的选择应有利于塑件的顺利脱模,由于注射机的预出装置在动模一侧,所以分型面的选择应尽可能地使塑件在开模后留在动模一侧,这样有助于在动模部分设置堆出机构否则在立模内设置堆出机构就会增加模具的复杂程度。
3)分型面的选择应保证塑件的精度要求,对于与分型面垂直的塑件尺寸,该尺寸与分型面有关,由于分型面在注射成型时有涨开的趋势,故该尺寸的精度会受到影响。
4)分型面的选择应满足塑件的外观质量要求,在分型面处会不可避免地在塑件上留下溢流飞边的痕迹,因此分型面最好不要设在塑件光亮平滑的外表面或带圆弧的转角处,以免对塑件外观质量产生不利的影响。
5)分型面的选择要便于模具的加工制造
6)分型面的选择应有利于排气
7)分型面的选择还要考虑到型腔在分型面上投影面积的大小,以避免接近或超过所选用注射机的最大注射面积而可能产生溢流现象,为了保证侧向型芯的放置及抽芯机构的动作顺利,应以浅的侧向凹孔成短的侧向凸太作为抽芯方向,而将除的凹孔成较高的凸台放置在开合模方向。
(2)确立浇口及位置,为了提高成型效率,采用潜伏浇口,并避开制品A表面,浇口的分流道位于模具的分型面上,而浇口却斜向开设在模具的隐蔽处.塑料溶体推杆型腔的侧面或推杆的端部注入型腔,因而塑件外表面不受伤,不致因浇口痕迹而影响塑件的表面质量与美观效果.潜伏浇口的形式如图-----所示,a所示为浇口开设在定模部分的形式;图b所示为浇口开设在动模部分的形式;图c所示为潜伏浇口开设在推杆的部分而进料口在推杆上端的形式.潜伏浇口一般是圆柱形截面,潜伏浇口的锥角b取10°~20°,倾斜角a为45°~60°,推杆上进料口宽度为0.8~2mm,具体数值应视塑件大小而定.由于浇口与型腔相连时有一定的角度,形成了能切断浇口的刃口,这一刃口在脱模或分型时形成的剪切力可将浇口自动切断,不果对于较强韧的塑件则不宜采用.
为了提高成型效率,采用潜伏式浇口,并比开光亮区域。
浇口直径可以根据经验公式计算:
d=(0.14~0,20) A
式中: d—浇口直径(mm)
--塑件在浇口处的壁厚(mm)
A—型腔表面积(mm2)
根据经验值取浇口直径d=1mm
浇口锥角取
浇口倾斜角取:
(3)型腔位置的排布,该件采用一模两腔结构形成,那么浇尽量采用从主流道到个各型腔分流道的形状及尺寸相同的设计即型腔平衡式布置的形式。
(4)初步设计主流道形状和尺寸,主流道设计成圆锥型,其锥角为2°~6°内壁粗糙度Ra取0.4um
根据以上设计参数校核流动比:Q=∑Li/ti
式中:Q——流动距离比
Li——模具中各段料流通道及各段模腔的长度(mm)
ti——磨具中各段料流通道及各段模腔的截面厚度(mm)
因为影响流动比的因素主要是塑料的流动性,ABS与聚甲醛的流动性均为中等,查表 可参考聚甲醛的允许流动比[ ]=220~110,所以
(1) 斜导柱的形状及技术要求 斜导柱的形状如图 所示.工作端可以是半球也可以是锥台形,由于车削半球形较困难,所以绝大部分斜导柱设计成锥台.设计锥台时,其斜角A应大于斜导柱的倾斜角a′,一般A=a+2°~3°,否则,其锥台部分也会参与侧抽芯,导致侧滑块停留位置不符合设计计算要求.固定端可以设计成图 和图 的形式.斜导柱固定端于模板之间可采用H7/m 6过度配合,斜导柱工作部分于滑块上斜导孔之间的配合采用H11/b11或两者之间采用0.4~0.5mm的大间隙配合.在某些特殊的情况下,为了让滑块的侧向抽芯迟于开模动作,即开模分型一段距离后在侧抽(抽芯动作滞后于开模动作),这时斜导孔之间间隙可放大至2~3mm.斜导柱的材料多为T8/T10等碳素工具钢,也可以采用20钢渗碳钢处理.热处理要求硬度hrHRC≧55,表面粗糙度Ra≦0.8um.
(2) 斜导柱的倾斜角 斜导柱侧向分型于抽芯机构中斜导柱于开模方向的夹角称为倾斜角a,它是决定斜导柱抽芯机构工作效果的重要参数,a的大小对斜导柱的有效工作长度,抽芯距,受力状况等有直接的重要影响.
斜导柱的倾斜角可分三种情况,如图 所示,图a 为侧型芯滑块方向于开模方向垂直的状况,也是最常用的一种方式.通常受力分析于理论计算可知.斜导柱的倾斜角去22°33′比较理想,一般设计时去a≦25°,最常用的是12°≦a≦22°.在这种情况下,楔紧块的楔紧角a′=a+2°~3°,图b为侧型芯滑块抽芯方向向动模一侧倾斜b角度的状况,影响抽芯效果的斜导柱的有效的有效倾斜角为a1=a+b,斜导柱的倾斜角a取值应在a+b≦25°内选取,应比不倾斜时取得小些,此时楔紧块的楔紧角亦为a′=a+2°~3°图 为侧型芯滑块抽芯方向向定模一侧倾斜b角度的状况.影响抽芯效果的斜导柱的有效倾斜角a2=a-b为斜导柱的倾斜角a值应在a-b≦25°内选取,应比倾斜时取大些,此时楔紧块的楔紧角仍为a′=a+2°~3°.
在确定斜导柱倾斜角时应注意:通常抽芯距长时a可取更大,抽芯距短时,可适当取小些,抽芯力大时a可取小些,抽芯力小时a可取大些.
(3)斜导柱的计算 斜导柱长度的计算见图在侧型芯滑块抽芯方向与开模方向垂直时,斜导柱的工作长度与抽芯距离及倾斜角有关,即:
L=S/sina
当型芯滑块抽芯方向向与动模一侧倾斜b角度时,斜导柱的工作长度为:
L=Scosb/sina
斜导柱的总长为:
Lz=L1+L2+L3+L4+L5
=d2tana/2+h/cosa+d1tana/2+s/sina+(5~10)mm
式中 Lz---------斜导柱总长;
d2---------斜导柱固定部分大端直径;
d ---------斜导柱固定板厚度;
S----------抽芯距.
斜导柱安装固定部分尺寸为:
Lg=L2-l-(0.5~1)mm
=h/cosa-d1tana-(0.5~1)mm
Lg—-----斜导柱安装的部分的尺寸d1-------斜导柱固定部分的直径.
(4)斜导柱受力分析与直径计算 在设计斜导柱侧向分型与抽芯机构时,需要选择合适的斜导柱直径,也就是要对斜导柱的直径进行计算或对已选好的直径进行校核.在斜导柱直径计算之前,应该对斜导柱的受力情况进行分析,计算出斜导柱所受的弯曲力Fw
斜导柱抽芯时所受弯曲力Fw如图 所示,图 所示为侧型芯滑块的受力分析图.图中F是抽芯时斜导柱通过滑块上的斜导孔对滑块施加的正压力, Fw是它的反作用力;抽拔阻力Ft是抽拔力Fc的反作用力;Fk是开模力,它通过到导滑块槽施加于滑块;F1是斜导柱于滑块间的摩擦力,他的分析于抽芯滑块沿斜导柱运动的分析相反;F2是滑块于导柱槽间的摩擦力,它的分成于抽芯时滑块沿导滑槽移动方向相反,另外,假设斜导柱于滑块,导滑槽于滑块的摩擦系数均为u,我们可以建立如下力的平衡方程:
∑Fx=0 Ft+F1sina+F2-Fcosa=0
∑Fy=0 Fsina+F1cosa-Fk=0
F1=uF F2=U=uFk
解得
F=Ft/sina+ucosa×tana+u/1-2utana-u2
由于摩擦力于其他力相比一般很小,常可以不计(即u=0),这样上式:
F=Fw=Ft/cosa=Fc/cosa
斜导柱所受的弯矩为;:Mw=FwLw
式中 Mw---------斜导柱所受弯距
Fw----------斜导柱所受弯曲力
Lw-----------斜导柱弯曲力臂
由材料力学的知识可知:
Mw=[ w]W
式中
[ w]-------斜导柱所用材料的许用弯曲应力,一般碳钢可取3×108pa
W---------抗弯截面系数
斜导柱的截面一般为圆形,其抗弯截面系数为:
W=3.14×d3/32≈0.1d3定板的距离,它并不一定等于滑块高度的一半.
可推斜导柱的直径为:
d=(FwLw/0.1[ w」]1/3=(10FtLw/[ w]cosa)1/3=(10FcHw/[ w]cosa2)1/3
式中Hw-----------侧型芯滑块受到脱模力的作用线于斜导柱中心线交点到斜导柱固
侧滑块是斜导柱侧向分型机构中的一个重要的零部件,一般情况下,它于侧向型芯(或侧向成形滑块)组合成侧滑块型芯.在侧型芯简单且容易加工的的情况下,也由将侧滑块和侧型芯制成一体的,在侧向分型或抽芯过程中,塑件的尺寸精度和侧滑块移动的可靠性都要靠运动的精度开保证.
a/b为小的侧型芯在固定部分适当加大尺寸后插入侧滑块再用圆柱定位的形式,前者使用单个圆柱销,后者使用两个骑缝圆柱销,如果侧型芯足够大,在其固定端就不必加大尺寸;c是侧型芯采用燕尾槽直接镶入侧滑块中的形式,d为为小的侧型芯从侧滑块的后端镶入后再使用螺塞固定的形式,c是片状侧型芯镶入开槽的侧滑块后再用两个圆柱销定位的形式,f适用于多个小型芯的形式,即把各个型芯镶入一块固定板后,用螺钉和销钉将其从正面于侧滑块连接和定位,如果影响成型,螺钉和销钉也可以从侧滑块的背面于侧型芯固定板连接和定位.
侧型芯是模具的成型零件,常用T8,T10,45钢,CrWMn等材料制造.热处理硬度要求HRC≧50(对于45钢,则要求HRC≧40).侧滑块采用45钢. T8,T10,等制造,硬度要求HRC≧40.镶拼组合的材料粗糙度为Ra=0.8um,镶入的配合精度为H7/m6.
斜导柱的侧抽芯机构工作时,侧滑块是在有一定精度要求的导滑槽内沿一定的方向作往复移动的.根据侧型芯的大小、形状和要求不同,以及各工厂的使用习惯不同,导滑块的形式也不相同,最常用的是T形槽和燕尾槽.图9.7为导滑槽与侧滑块的导滑块的导滑结构形式.图9.7a为整体式T形槽,结构紧凑,槽体用T形铣刀铣削加工,加工精度要求较高;图b、c是整体的盖板式,不过前者导滑槽开在盖板上,后者导滑槽开在底板上;盖板也可以设计成局部有盖板的形式,甚至设计成侧型芯两侧的单独滑块,前者如图d所示,后者如图e所示,这解决了加工困难的问题;在图f的形式中,侧滑块的高度方向仍由T形槽导滑,而其移动方向则由中间所镶入的镶块导滑;图g是整体式燕尾槽导滑的形式,导滑精度较高,但加工更困难,为了使燕尾槽加工方便,可将其中一侧的燕尾槽改用局部镶件的形式.
整体式的导滑槽通常在定模板或动模板上直接加工出来,由于动,定模板常用出来为45钢为了防止平衡处漏料,应当提高平衡精度,可采用H8f7或H8/g7的平衡,其余各处均应溜0.5左右的间隙,平衡部分的粗糙度要求Ra≦0.8um,为了让侧滑块在导滑槽内移动灵活,不被卡死,导滑槽好侧滑块要求保持一定的配合长度,侧滑块完成侧拔动作后,其滑动部分仍应全部或部分长度留在导滑槽内,一般情况下,保留在导滑槽内的侧滑块长度不应小于导滑槽总配合的2/3,另外,还要求滑块配合导滑部分的长度大于宽度的1.5倍以上.
在注射成型的过程当中,侧向成型零件在成型压力的作用下会使滑块向外位移,如果没有楔紧块,侧向力就会通过侧滑块传给导柱发生变形.如果斜导柱于侧滑块上的斜导孔采用较大的间隙(0.4~0.5)配合,侧滑块的外移会极大降低塑件侧向凹凸处的尺寸精度,因此,在斜导柱侧向抽芯机构设计时,必须考虑侧滑块的锁紧.楔紧块的各种结构形式如图---所示,a是将楔紧块与模板制成一体的整体结构,牢固.可靠.刚性大,但浪费材料,耗时加工工时,并且加工的精度要求很高,适合与抽芯力很大的场合;b是采用销钉定位.螺钉固定的形式,结构简单,加工方便,应用较为广泛,其缺点是承受的抽芯力较小,c是楔紧块以H7/m6配合镶入模板中的形式,其刚度比图b的形式有所提高,承受的抽芯力也略大.图d是在图b的基础上在楔紧块的后面又设置了一个挡块,对楔紧块其加强作用,图e 是采用双楔紧块的形式,这种结构适于侧向力较大的场合.
楔紧块的楔紧角a′的选择,当侧滑块抽芯方向垂直于合模方向时, a′=a+2°~3°;当侧滑块抽芯方向向动模一侧倾斜b角度时, a′=a+2°~3°=a1-b+2°~3°;当侧滑块抽芯方向向定模一侧倾斜b角度时, a′=a+2°~3°=a2 =b+2°~3°.
为了合模时让斜导柱能准确的插入侧滑块的斜导孔中,在开模过程中侧滑块刚脱离斜导柱时必须定位,否则合模时会损坏模具,根据侧滑块所在的不同位置,可选择不同的定位的形式.图 所示为侧滑块定位装置常见的几种不同形式.a 是依靠压缩弹簧的弹簧使侧滑块留在限位挡块处,它适用于任何方位的侧抽芯,尤其适用于向上的侧抽芯.但它的缺点是使模具空间的尺寸增大,模具放置,安装有时会受到阻碍,图c适于向下侧抽芯模具的结构形式,侧抽芯结束,利用侧滑块的自重停靠在挡块上定位,图d 、e是弹簧顶销定位的形式,适于侧面方向的侧抽芯动作,弹簧的直径可选1mm左右,顶销的头部制成半球头形,侧滑块上的定位穴设计成90°锥穴或冠状;f的形式是上述的顶销换成了钢珠,适用的场合与相同,钢珠的直径可取5~10mm.
(1)型腔强度和刚度的计算,为了方便加工和热处理,其型腔镶件可分为三部分?合成矩形型腔侧厚度的计算 max=PH1l4/32EHs3
设允许最大变形量为 max≤[§]
式中: ——矩形型腔侧壁厚度
P——型腔内熔体的压力Mpa
H1——承受熔体压力的侧壁高度mm
l——型腔侧壁长边长mm
E——钢的弹性模量,去2.06×103MPa
H——型腔侧壁总高度mm
[ ]——允许变形量(mm)
w = =PH1l2/2Hs2
b =PH1b/2Hs
b——型腔侧壁的短边长mm,
总应力应小于模具材料的许用应力[ ]
w+ b=PH1l2/2Hs2+PH1b/2HS=[ ]
为了计算方便,略去较小的[§]按强度条件型腔侧壁的计算为:
S≧(PH1l2/2H[§])1/3
即当l﹥370mm时,按刚度条件计算侧壁厚度,反之按强度条件计算侧厚
查附表 型腔侧壁厚S=32
1)注射量:该塑料制件单件重,ms≈16.2g
浇注系统重量的计算可根据,图------浇注尺寸先计算浇注系统的体积:
Vj=625.056+4710=5335mm3
粗略计算浇注系统重量,mj=5.335×1.05g=5.6g
总体积:5.335+15.441cm3=20.776 cm3
总重量:16.2+5.6=21.8g
聚苯乙烯的密度为1.054g/ cm3,ABS塑料密度为1.02~1.05g/cm3
满足注射量,V机≥V塑件80%
V机≥V塑件80%=20.776×80%=17.45184 cm3
式中:V机——额立注射量
V塑件——塑件与洗注系统凝料体积和cm3
V塑件/0.80=20.776/0.8=25.79
或满足注射量,M机≥M塑件×p2/(p1×0.8)
式中:M机——额立注射量
M塑件——塑件与洗注系统凝料重量和(g)
p2——聚苯乙烯的密度(g/cm3)
p1——塑件采用塑料的密度(g/cm3)
2)注射压力:
P注≥P成型
查表(4)ABS塑料成型的注射压力P成型=70~90MPa
3)锁模力:
P锁模力≥PF
式中: P——塑料成型时的型腔压力,ABS塑料的型腔压力P=30Mpa
F——浇注系统和塑件在分型面上的投影面积和(mm2)
各型腔及洗注系统及各型腔在分型面上的投影面积
F=9551.8+1500+9.61625=11061.49 mm2
根据以上分析,计算查表(5)初选注射机型号为xs-z60注射机xs-z60有关技术参数如下:
最大开合模行程S:180
模具最大厚度:200
模具最小厚度:70
喷嘴圆弧半径:12
喷嘴孔直径: 4
动、定模板尺寸:330×440
拉杆空间:190×300
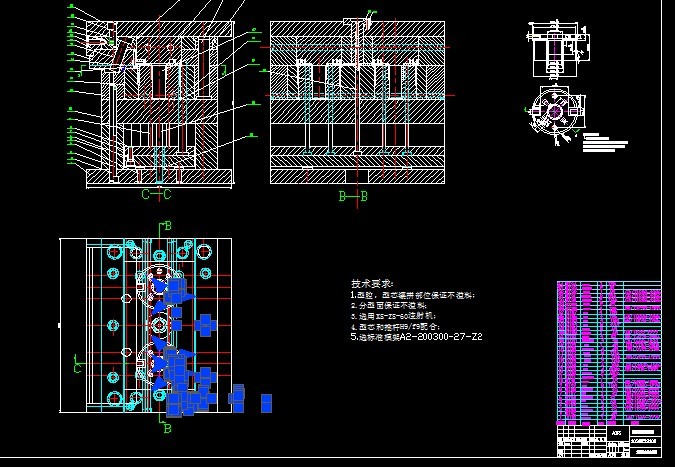
(3选标准模架,根据以上分析,计算以及型腔尺寸可确定模架的结构形式和规格,查表选用A2-200300-27-Z2 GB/T12556.1-1990
定模板厚度:A:50
动模板厚度:B:60
垫块厚度:C:70
模具厚度:H模=50+60+80+50=240mm
模具外形尺寸:200×300×240
(1) 注射锁模力,注射压力,模具厚度的校核,由于在初选注射机和选用标准模架时是根据以上四个技术参数及计算厚壁等因素选用的,所以注射量锁模力,注射压力,模具厚度不必进行校核,这符合所选注射机要求
(2) 开模行程的校核,注射机最大开模行程S
S≥2h件+h洗+(5~10)
S≧2×45+(60-10)+(5~10)=150mm
式中: h件——塑料制品高度(mm)
H浇——浇注系统高度(mm)
主流道和分流位于件的下方,所以2h件+h洗+(5~10)=2×45+(5~10)
=90+10
=100mm
故满足要求
(3) 模具在注射机上的安装,从标准模架外形尺寸看小于注射机拉杆空间,并采用压板固定模具,所以所选注射机规格满足要求
(1)推件力的计算:推件力:Ft=AP(ucosa-sina)+qA1
式中:A——塑件回路型芯的面积(mm2)
P——塑件对型芯单位面积上的包紧力,P取0.8×107~1.2×107Pa
a——大气压力0.09Mpa
u——塑件对钢的厚度系数u,约为0.1~0.3
A1——制件垂直于脱模方向的投影面积(mm2)
A≈70×3.14×35+3.14×22×25=7693+1727=9420 mm2
A1≈3.14×392- 3.14×112 =4775.94-379.94=4396 mm2
Ft=AP(ucosa-sina)+ qA1
=9420×1.0×107×0.084+0.09×4396=7912.8+395.64=8308.44N
(2)确立顶出方式及顶杆位置,根据制品结构特点,确立在制品的四个角上设置根据普通的圆顶杆,并在制品图中的直径6mm的圆柱处采用顶杆顶出的方法。
对于流通的固化塑胶也设置拉料和顶出杆,普通的圆形顶杆按GB4169.1——1984选用,故可满足顶杆刚度要求,查表,选用直径6mm×145mm,型号的圆形顶杆4根,由于件较小,推出装置可不设方向装置
由于制品平均壁厚为2mm,制品尺寸较大,确立水孔直径为10mm
冷却回路尺寸的确立
(1) 冷却回路所需的总表面,冷却包络所需总表面机可按下式计算
A=Mq/3600a(T- T1)
式中:A——冷却回路总表面积m2
M——单位时间内注入模具中树脂的质量kg/h
q——单位质量树脂在模具内释放的热量J•kg (ABS q值取3~4)
a——冷却水的表面传热系数,w/(m2*k)
T——模具成型表面的温度℃
T1——冷却水的平均温度
冷却水的表面传热系数a可用如下公式计算:
a= T2(pv)0.8/d0.2
冷却水的表面传热系数w/(m2*k)
式中:a——冷却水的表面传系数w/(m2*k)
P——冷却水在该温度下的密度kg/m3
V——冷却水的流进m/s
d——冷却水孔直径m
T2——与冷却水温有关的物理系数
系数, 的值可从下表查得
(2) 冷却回路的总长度,冷却回路总长度可用下式计算:
L=1000A/3.14d
式中: L——冷却回路总长度m
A——冷却回路总表面积m2
d——冷却水孔直径mm
确立冷却水孔的直径式应注意,无论多大的模具,水孔直径不能大于14mm,否则冷却水准以成为湍流状态,以主降低热交换效率,一般水孔平均壁厚为2~4mm时,水孔直径可取10~12m,平均壁厚为4~6mm,水孔直径可取10~14mm
(3) 冷却水体积流量的计算qv=Mq/60cp(t1-t2)
式中:qv——冷却水体积流量m3
M——单位时间内注射入模具内的树脂质量kg/h查表
q——单位时间内树脂在模具内释放的热量J/kg
c——冷却水的比热容J/kg•k
p——冷却水的密度kg/ m3
t1——冷却水出口处温度℃
t2——冷却水入口处温度℃
2.冷却水回路的布置
1)冷却水道离模具型腔表面的距离的确立
当塑件壁厚均匀时,冷却水道到型腔表面最好距离相当,但当塑件壁厚不均匀时,厚处冷却水道到型腔表面的距离则应近一些,间距离可适当小些,一般水道孔至型腔表面距离为10~15mm.
(2)水道出入口的布置 主要布置有:侧浇口、多点浇口、直接浇口的冷却水道的布置形式图如下:
由于制品尺寸不大,利用分型面和推杆配合间隙排气



