





















C6140车床齿轮零件工艺与夹具设计 摘 要
本课题主要是设计钻模的支承套加工工艺及夹具的设计,在设计中采用先设计该支承套的加工工艺再根据加工工艺来选取夹具的设计的方案和夹具的具体设计;而设计的重点是夹具的设计。4-Φ5孔有垂直度和同轴度的要求,加工该孔的夹具笔者采用了分度盘和螺母夹紧。为了保证其位置精度,笔者还对一系列的数据进行了 严格的验证,保证了在实际加工中的可行性。
目 录
(一)计算生产纲领,确定生产类型…………………………………………………………….5
(二)零件的分析…………………………………………………………………………………..5
(三)选择毛坯……………………………………………………………………………………..5
(四)工艺规程设计……… ……………………………………………………………….. 5
1.定位基准的选择…………………………..………………………………………….5
2.零件表面加工方法的选择…………………………………………………..……...6
3.制定工艺路线……………………..…………………………………………………….6
4.确定机械加工余量及毛坯尺寸,设计毛坯-零件综合图………………….……. 8
5.工序设计……………………………….……………………………………………..11
(五)夹具设计 ……………………………………..…………………………………………….16
1.零件本工序的加工要求分析……………..……………………………………………17
2,钻模板的选择………………………………………………………………………….17
3.拟定定位方案和选择定位元件……………………………………………………18
4.绘制夹具总图
5.绘制夹具零件图样
参考文献………………………………………………………………………………………….20
毕业设计小结……………………………………………………………………………………21
致谢………………………………………………………………………………………………..22
参考文献
1. 《切削用量手册》 肖诗刚 编 北京机械工业出版社 1985
2. 《机床夹具设计手册》 哈尔滨工业大学 编 上海科学技术出版社 1983
3. 《机械制造工艺设计简明手册》 李益民 编 北京机械工业出版社 1994
4. 《机械制造工艺学课和设计指导书》 赵家齐 编北京机械工业出版社 1994
5. 《机制工艺装备》 倪森寿 编 北京化学工业出版社 2003
6. 《机制工艺及装备课程设计指导》 倪森寿 编 北京化学工业出版社 2001
支承套工艺工装设计
步 骤 说 明 与 理 由 结 论
一 零件的分析
(一)零件的作用
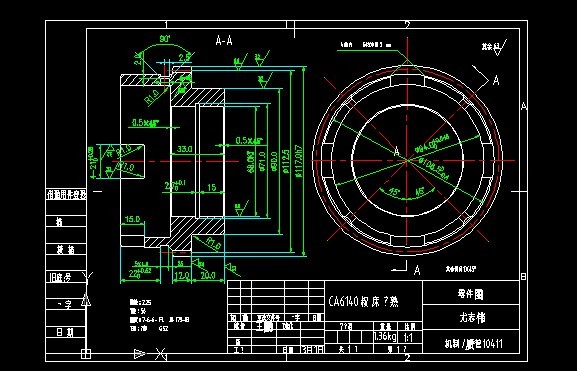
(二)零件的工艺分析 由图可知,支承套共有三组加工表面,它们之间有一定的位置度要求。现分析如下:
(1) 以孔Φ70H8为中心的加工表面。
这一组表面包括:孔Φ70H8的孔、Φ70和Φ110形成的端面上的4-M6的螺纹孔、Φ11与Φ7组成的阶梯孔和20H8的槽。其中主要加工面为Φ70H8孔和20H8槽。
(2)以孔Φ70H7为大径的花键孔为中心的加工表面。
这一组表面包括:Φ70H7的花键孔,Φ80js6和Φ85js6的外圆。
(3)这一组加工表面包括:4-Φ10H7的孔 、M12×1.25螺纹孔、Φ10+0.10+0.05mm孔、宽8js6键槽。
这三组加工表面有位置度要求,如下:
⒈ 2-Φ10H7孔的中心轴线同轴度公差为Φ0.02mm与F面的垂直度公差为Φ0.1mm。
⒉ 4-M6螺纹孔对于G和H面有位置度公差为Φ0.1mm。
⒊ 20H8槽相对于轴线有对称度0.05mm。
⒋ 2-Φ7孔对C和K有位置度公差的为Φ0.1mm。
⒌ Φ80js6和Φ85js6外圆的圆跳动公差为0.002mm。
⒍Φ7孔对C和K有位置度要求Φ0.1mm。
由以上分析可知,对于这三组加工表面而言,可以先加工其中的一组加工表面。然后再加工另二加工面,并且保证他们之间的位置精度要求。



