





















龙门式数控火焰切割机结构设计
数控切割技术及发展状况
数控切割是指切割工人操作火焰、等离子、激光或水射流等数控切割机进行钢板包括钢管的自动切割下料,特别是切割任意形状的不规则零件的过程。
数控切割目前在我国正处于迅速发展的上升阶段,将逐渐取代人工切割和机械切割的主导地位。数控切割的切割质量和切割效率相对机械切割有了大幅的提高,特别是取代手工切割和机械切割用来切割各种不规则的零件。国内数控行业的发展始于20世纪80年代中期,切割手段从简单的火焰切割发展到如今的等离子切割及激光切割等精度切割方式,已有数十年的经验和技术积累。进入90年代后期随着行业内企业数量的精减与质量的优化,大量资金及研发力量的投入使得相关软硬件的研发已逐步看齐世界水平,部分产品的主要技术指标已达到国外同类产品的先进水平。市场占有率也一改80年代中期完全国外进口的被动局面,整体呈现逐年递增的良好态势。目前国内生产数控切割机的厂家经整合已调整到20几家。但综合实力较强的且具有竞争实力的只有梅赛尔切割焊接有限公司,上海伊萨汉考克有限公司,哈尔滨华崴焊切成套设备有限公司,哈尔滨四海数控机械制造有限公司,北京百惠宏达科技有限责任公司,无锡华联焊割设备厂等几家。
从发展趋势上看,数控切割机市场上的数控火焰切割机将保持其基本市场,水射流切割机将会有一定数量的增加,而数控等离子切割机和数控激光切割机将成为板材切割的市场主流力量。而海外市场(特别是印度、俄罗斯、东南亚等)将为数控切割技术提供广阔的发展空间。
1.2 我国数控切割的发展方向
数控切割由于使用计算机离线编程方式和自动编程优化套料软件,已计算机实时控制有效提高了套料编程效率和切割质量。但是目前由于许多数控切割机没有使用自动编程优化套料软件,还停留在手工编程在控制器上编程的原始方式,或是没有优化套料编程软件,没有做到整板套料,不能做到余料套料,不仅切割生产效率低,切割机大部分时间都在等待编程,而且钢材角余量大量产生,浪费严重,导致切的越快,切的越多,浪费越多。
在未来的发展需求中,我国的数控切割产品应向“高自动化,高可靠性,高经济性和多功能性”发展。具体体现在:
(1)数控系统与切割系统的电磁兼容技术
这是数控等离子切割,数控激光切割及数控水射流切割技术成功的关键,只有解决之一难题,才能更好地实现数字控制下的等离子,激光及水射流切割技术。
(2)发展符合切割工艺要求的专用控制软件
①采用图形输入方式,或比代码输入更加直观的输入方式,使操作更加快捷方便。
②采用多语言界面,更加适合市场发展需求。
③输入方式多元化,所有调控指令化。
④发展并采用自动套料编程软件,进一步提高板材的利用率,提高经济效益。
(3)发展大型化高功率的切割机型及微型可携带的高精度切割机型。
1.3 火焰切割(flame cutting)
切割机应用目前有金属和非金属行业,一般来说,非金属行业分的比较细致,像有切割石材的石材切割机,水切割机,锯齿切割机,切割布料和塑料,化纤制品用的激光切割机,刀片式,切割机,切割金属材料的则有火焰切割机,等离子切割机,火焰切割机里面又分数控火焰切割机和手动的两大类。手动的类别有:小跑车,半自动,纯手动。数控的有:龙门式数控切割机,悬臂式数控切割机,台式数控切割机,相贯线数控切割机等等!
火焰切割是利用燃气配氧气或油气配氧气,利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充足的氧气,以保证获得良好的切割效果。
火焰切割时钢材粗加工的一种常用方式。也是最成熟的一种切割方式,其切割金属厚度从1mm到1m,但当切割厚度在20mm以下的低碳钢钢板时,建议采用其他切割方式。
火焰切割设备成本低并且是切割厚金属板唯一经济有效的手段,但在薄板切割方面有其不足之处,其热影响区和热变形较大。早期的火焰切割设备主要以手动氧切割机和半自动切割机,仿形切割机为主。随着社会的进步和科技的发展火焰切割机的品种越来越多,大致机型结构主要有:手动、仿形、小跑车式、便携式数控切割机,悬臂式数控切割机,台式数控切割机,广告数控切割机和专用相贯线数控切割机等。根据金属材料和切割金属厚的厚度从工艺角度来说,一般厚度在5mm到200mm左右的碳钢板推荐使用火焰切割方式。
数控火焰切割机(CNC Cutting Machine )就是用数字程序驱动机床运动,搭载火焰切割系统,使用数控系统来控制火焰切割系统的开关,对钢板等金属材料进行切割。这种机电一体化的切割设备(如上海钟秀数控火焰切割系列)就称之为数控火焰切割机。数控火焰切割机可分为3大部分:数控系统、火焰切割系统、驱动系统,不同厂家生产的大体相同(国外知名:梅塞尔、小池、伊萨等,国内的有:上海钟秀数控等)。
数控火焰切割机英文名称(flame cutting machine)数控火焰切割机切割具有大厚度碳钢切割能力,切割费用较低,但存在切割变形大,切割精度不高,而且切割速度较低,切割预热时间、穿孔时间长,较难适应全自动化操作的需要。它的应用场合主要限于碳钢、大厚度板材切割,在中、薄碳钢板材切割上逐渐会被等离子切割代替。
1.4 龙门式数控火焰切割机的特点
龙门式数控火焰切割机在工业生产和加工过程中能切割各种形状的零部件,广泛应用于机床制造、造船、压力容器、工程机械、矿山机械、电力、桥梁建筑、钢结构等行业。具有效率高、切割精度高、操作方便等显著优点,极大的改善了劳动强度和劳动环境,广泛适用于各大、中型企业的版面下料。
目录
1 前言 1
1.1 数控切割技术及发展状况 1
1.2 我国数控切割的发展方向 1
1.3 火焰切割(FLAME CUTTING) 2
1.4 龙门式数控火焰切割机的特点 2
1.5 龙门式火焰切割机的典型样机 3
2 整体方案设计 4
2.1 设计任务 4
2.2 设计方向 4
2.3 分析对比选择合适的部件及机构完成整体结构的设计 4
2.3.1 伺服系统的选择 4
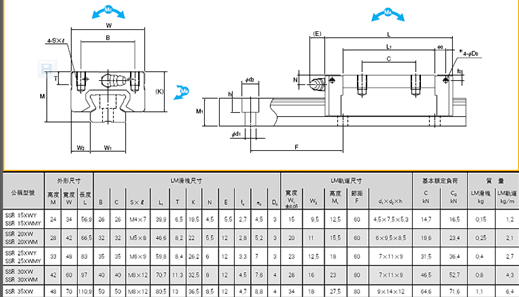
2.3.2 直线滚动导轨副的选择 5
2.3.3 机械传动部件及其支撑的选择 6
2.3.4 支撑形式的选择 7
2.3.5 步进电机的选择 9
2.3.6 联轴器的选择 10
2.4 本章小结 10
3 机械传动部分的设计与计算 12
3.1 步进电机的选择 12
3.1.1 步进电机的工作原理 12
3.1.2 确定步进电机的步距角和滚珠丝杠导程的匹配 12
3.1.3 确定精度和校验速度 13
3.1.4 步进电机的选型 13
3.2 X向滚珠丝杠副的验算 14
3.2.1 丝杠初选型号 14
3.2.1.1 确定转速 14
3.2.1.2 计算丝杠载荷 14
3.2.1.3 计算当量转速 15
3.2.1.4 计算当量负荷 15
3.2.1.5 初选滚珠丝杠 15
3.2.2 稳定性验算 16
3.2.2.1 丝杠是否失稳 16
3.2.2.2 丝杠是否发生共振 17
3.2.3 刚度验算 18
3.3 Y向滚珠丝杠副的验算 19
3.3.1 丝杠初选型号 19
3.3.1.1确定转速 19
3.3.1.2 计算丝杠载荷 20
3.3.1.3 计算当量转速 20
3.3.1.4 计算当量负荷 20
3.3.1.5 初选滚珠丝杠 20
3.3.2 稳定性验算 21
3.3.2.1 丝杠是否失稳 21
3.3.2.2 丝杠是否发生共振 22
3.3.3 刚度验算 23
3.4 X向直线导轨的选择与验算 24
3.5 本章小结 27
总 结 28
参考文献…………………………………………………………………………………………………..29
[1]李亚江,切割技术及应用[M]. 北京化学工业出版社 2004
[2]杨立平,常用材料金属手册[M] 福州福建科学技术出版社,2006
[3]陈永生,工程材料性能与选用[M] 北京化学出版社,2004
[4]吴宗泽,机械零件设计手册[M] 北京机械工业出版社 2004
[5]纪名刚,机械设计[[M] 北京高等教育出版社 2001
[6]刘小年,机械制图 [M] 北京高等教育出版社 2001
[7]汪浩,金属热处理 [M] 北京化学工业出版社2004
[8] 李弘英,锻造工艺设计[M] 北京机械工业出版社2005
[9] 赵加齐,特种加工[M] 北京机械工业出版社2005
[10]杨可民,自动仿形火焰切割机北京机械与电子出版社2002 [M]
定做机械 电子 汽车 机电 数控 通信 制冷 材料专业毕业设计请登录:http://www.bysj1.com/page.asp?id=37




