



压气机壳的缺陷分析及其解决措施
摘要:本论文通过相关资料的查阅和本公司历年来压气机壳生产过程出现缺陷类型进行分析和探讨其解决措施。在压气机壳的生产过程中出现的铸造缺陷非常得多,在本公司出现的铸造缺陷主要有多肉、夹砂、飞边、缩松缩孔、气孔、针孔和裂纹等。本论文着重缩松缩孔、气孔针孔和冷裂、热裂进行原因分析和其解决措施的探讨。
关键词:缩松缩孔、气孔针孔、裂纹。
前言
建国以来,我国铸造行业获得了很大的发展,年产量超过千万吨,位居世界第二;我国汽车产量逐年增加,汽车保有量越来越多,2012年约为12313万辆,车型也越来越复杂,这同时也带来了诸多问题,例如,堵车,资源紧张,环境污染。随着节能减排的呼声越来越高,相关技术层出不穷。现在的车上都装上了涡轮增压器,从一定程度上达到了节能减排的效果,并且也提高了汽车的动力。在国内涡轮增压技术发展了多年,已经成为产业化较好的产品之一。北京理工大学机械与车辆学院魏名山教授看好涡轮增压器市场的发展,他说:“国内涡轮增压器的市场份额会进一步扩大,整个行业的发展前景非常乐观。”铸造缺陷在铸造业的发展中是一个永恒的话题,在铸造过程中可以说是一个不可避免的。铸造的整个过程从熔炼、制芯、浇注、热处理、机加工到最后的成品在这么多的环节中每一个环节可能出现铸造缺陷。因此对铸造缺陷的分析对铸造业的发展是有很大的意义。
一、涡轮增压器的介绍
压气机壳在我国兴起于九十年代之后,现在不仅是在国内,在国际上同样也是有着很大的需求。因此压气机壳在整个铸造业中占有很大的比例,对压气机壳的铸造缺陷分析和研究同样是非常正要的。只有对铸造过程进行足够的分析和严格的控制才能最大限度的减少铸造缺陷,在这过程中生成的铸造缺陷绝大部分是可以修复的,因此铸后修复工作的研究也有着非常重要的意义。本论文着重对压气机壳的缺陷进行分析,找到其缺陷造成的原因、和相应的解决措施。
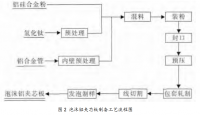
配制铝合金用的炉料一般有原铝锭、废料(或称回料)中间合金或其他纯金属等。废料在炉前,先经过一次熔化者,称为再生铝和复化铝料。
1.1原铝锭:一般是1 5㎏左右的小锭。其主要杂质是铁和硅,它们对铝合金的工艺性能影响很大。铁、硅含量的多少,标志着原铝锭品位的高低。不同的铝合金应根据其成份选用不同品位的原铝锭。
1.2废料:本厂废料来源于熔铸车间及加工车间各工序的工艺废品及几何废料。铝加工厂的成品率一般在60~75%左右,就是说有25~40%的原材料变为废料,这部分的废料是原材料的重要来源之一。对这一部分废料应妥善保管,合理使用。废料可根据本厂实际情况进行分级。质量较好的大块废料,可直接回炉配置成品合金;质量较差的,如碎屑等,需经过复化处理后,才准需限量的配置成品合金。
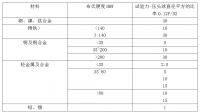
1.3配料原则:
(1)在保证产品质量和性能的前提下,根据合金制品用途及铸坯加工工艺的要求,应适当的利用废料,降低原铝锭的用量。
(2)根据铸坯及加工工艺要求,应使用合适品位的原铝锭。同时需要注意废料循环使用所造成的金属杂质比的升高。
(3)对原材料的使用,必须严格注意质量和成本均衡的原则。一般要避免对同一合金全使用原铝锭或全使用废料的情况,应按金属平衡的原则均衡地进行生产。
(4)连续熔炼法:此法是加料连续进行,而出炉间歇进行,此法灵活性很少,应用范围狭小,仅适用于纯铝的熔炼。
(5)扒渣。当炉料全部熔化到达熔炼温度时,即可扒渣。扒渣前应先撒入状熔剂。扒渣应尽量彻底,因有浮渣存在时易污染金属并增加熔体的含气量。
(6)搅拌。在取样之前和调整成分之后,都应有足够的时间进行充分搅拌。对于特殊制品更应仔细操作,搅拌时不应激起太大的波浪,以防氧化膜卷入熔体。
(7)取样。熔体经充分搅拌后,应立即取样,进行炉前分析,鉴定化学成分是否符合要求,取样温度不应低于熔体温度的下限。取样应具有代表性。一般每炉应取两组试样,沿每个炉门的中心线,熔体的1/2处取样。取样勺及试料膜取样前应进行预热。
(8)调整成分。当成分不符合要求时,应进行补料或冲淡。补料或冲淡的原则是:操作谨慎,保证稳定的化学成分,避免由于组元或杂质配比不当,给工艺和最终制品带来一系列的麻烦。此外,对有一些杂质和变质剂不容忽视,因为他们对裂纹倾向性、金属中间化合物以及铸坯组织都有很大影响。
零件结构的铸造工艺性是指零件的结构应符合铸造生产的要求,易于保证铸件品质,简化铸件工艺过程和降低成本。审查、分析应考虑如下几个方面:
(1)铸件应有合适的壁厚,为了避免浇不到、冷隔等缺陷,铸件不应太薄。
(2)铸件结构不应造成严重的收缩阻碍,注意薄壁过渡和圆角,铸件薄厚壁的相接拐弯等厚度的壁与壁的各种交接,都应采取逐渐过渡和转变的形式,并应使用较大的圆角相连接,避免因应力集中导致裂纹缺陷。
(3)利于补缩和实现顺序凝固。
(4)对铸件非加工面的精度和光洁度应要求适当。
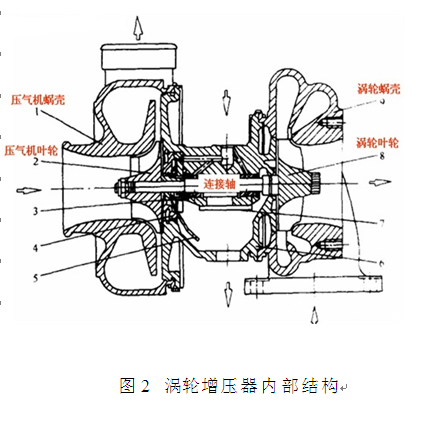
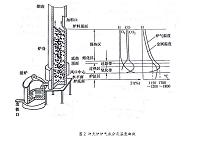
涡轮增压器实际上是一种空气压缩机,通过压缩空气来增加进气量。它是利用发动机排出的废气惯性冲力来推动涡轮室内的涡轮,涡轮又带动同轴的叶轮,叶轮压送由空气滤清器管道送来的空气,使之增压进入气缸。当发动机转速增快,废气排出速度与涡轮转速也同步增快,叶轮就压缩更多的空气进入气缸,空气的压力和密度增大可以燃烧更多的燃料,相应增加燃料量和调整发动机的转速,就可以增加发动机的输出功率了。参加竞赛的跑车或方程式赛车一般在发动机上装有涡轮增压器,以使汽车迸发出更大的功率。
发动机是靠燃料在气缸内燃烧来产生功率的,输入的燃料量受到吸入气缸内空气量的限制,所产生的功率也会受到限制,如果发动机的运行性能已处于最佳状态,再增加输出功率只能通过压缩更多的空气进入气缸来增加燃料量,提高燃烧做功能力。在目前的技术条件下,涡轮增压器是唯一能使发动机在工作效率不变的情况下增加输出功率的机械装置。涡轮增压的主要作用就是提高发动机进气量,从而提高发动机的功率和扭矩,让车 可以增加40%甚至更高。这样也就意味着同样一台的发动机在经过增压之后能够产 生更大的功率。就拿我们最常见的1.8T涡轮增压发动机来说,经过增压之后,动力可以达到2.4L发动机的水平,但是耗油量却比1.8发动机并不高多少,在另外一个层面上来说就是提高燃油经济性和降低尾气排放。
在经过了增压之后,发动机在工作时候的压力和温度都大大升高,因此发动机寿命会比同样排量没有经过增压的发动机要短,而且机械性能、润滑性能都会受到影响,这样也在一定程度上限制了涡轮增压技术在发动机上的应用。最早的涡轮增压器用于跑车或方程式赛车上的,这样在那些发动机排量受到限制的赛车比赛里面,发动机就能够获得更大的功率。
我国目前在市场上推出的带涡轮增压器的车辆主要有奥迪1.8T、卡特1.8T、奥迪2.0T
目 录
前言
一、 涡轮增压器的介绍 ………………………………………………5
1.1原铝锭……………………………………………………………5
1.2废料………………………………………………………………5
1.3配料原则…………………………………………………………6
1.4 涡轮增压器的结构与原理 ……………………………………7
二、造型、造芯方法和选择……………………………………………9
2.1 分型面的确定…………………………………………………11
2.2 浇注位置的确定………………………………………………11
2.3涡轮增压器压壳制芯常见缺陷、修补及验收标准 …………12
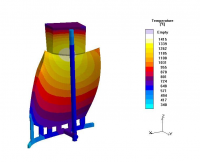
三、缩松、缩孔、疏松的形成原因分析及解决措施 ………………12
3.1缺陷特征 ………………………………………………………13
3.2形成原因分析 …………………………………………………13
3.3解决措施 ………………………………………………………14
四、气孔、针孔的形成原因分析及其解决错…………………………20
4.1缺陷特征………………………………………………………20
4.2形成原因分析…………………………………………………22
4.3解决措施………………………………………………………24
五、缺陷的形成原因分析及其解决措施 ……………………………26
5.1裂纹……………………………………………………………26
5.2氧化夹渣………………………………………………………29
5.3浇不足…………………………………………………………30
5.4砂眼……………………………………………………………31
5.5披缝 …………………………………………………………31
5.6冷隔……………………………………………………………31
5.7偏析……………………………………………………………31
5.8凹陷……………………………………………………………32
七、ZL101的热处理 …………………………………………………32
八、结论 ………………………………………………………………35
参考文献 ………………………………………………………………36
参考文献
1、《铸造手册》第五卷,铸造工艺 中国机械工程学会铸造分会编。—2版
—北京:机械工业出版社,2003.1
2、《铸造缺陷和对策手册》 陈国桢等编。—北京:机械工业出版社,1996
3、《简明铝合金手册》 张士林,任颂赞主编。—上海:上海科学技术文献出版社,2000.12
4、《铸造技术问题对策》陈琦 ,机械工业出版社 —北京,2001
5、中国机械工程学会铸造分会.铸造手册:第1卷铸铁[M].2版.北京:机械工业出版社,2002.6.
6、 中国机械工程学会铸造分会.铸造手册:第5卷铸造工艺[M].2版.北京:机械工业出版社,2002.6.
7、中国机械工程学会铸造分会.铸造手册:第4卷造型材料[M].2版.北京:机械工业出版社,2002.6 .
8、 贾志宏,傅明喜.金属材料液态成型工艺[M].化学工业出版社.2008.2.第一版
9、 李弘英.铸造工艺设计[M].机械工业出版社.2005.3.第二版.
10、陆文华,黄良余,等.铸造合金及其熔炼[M].北京:机械工业出版社,2002.
11、《铸造手册》第五卷,铸造工艺 中国机械工程学会铸造分会编。北京机械工业出版社,2003.1
12、《铸造缺陷和对策手册》 陈国桢等编。—北京机械工业出版社,1996
www.bysj1.com www.bysj1.com/html/4580.html www.bysj1.com www.bysj1.com/html/4744.html www.bysj1.com/html/4743.html www.bysj1.com/html/4742.html




