



上夹水套的造型工艺
摘要:比较分析了发动机缸体缸盖铸件水套砂芯冷芯与热芯工艺的生产管理悄况、性能特点、适应性以及对铸件缺陷的影响情况;认为应根据产品结构特点,同时考虑技术风险、投资条件等选择水套砂芯工艺。
关键词:缸体;缸盖;水套砂芯;冷芯工艺;热芯工艺。
引言
中华文明大致经历了石器时代、铜器时代和铁器时代三个历史阶段,这三种材质的工具和技术的创造发明,随着人类的繁衍,不断推动人类文明向高级阶段发展,金属的应用使人类文明产生了根木性的飞跃,而铸造技术的运用和金属的发展紧密联系在一起.对古代很多务农的人来说,铸造技术是一门手艺。据历史考证,我国铸造技术开始于夏朝初期,迄今己有5000多年.到了晚商和西周初期,青铜的铸造技术得到了蓬勃发展,形成了灿烂的青铜文化,遗留到今天的有一批铸造工艺水平较高的铸造产品.
中国古代的铸造方法有:石型即用石头或石台制作铸型;泥型古称“陶范”;金属型古称“铁范”;失蜡型有出蜡法、走蜡法、脱蜡法或刻蜡法;砂型这种方法是伴随泥型一起产生的。
中国古代铸造中的精品有:沧州铁狮,司母戊方鼎,四羊方尊,曾侯乙尊盘,永乐大铜钟,大型铜编钟,铜车马仪仗队等
尽管近年来我国铸造行业取得迅速的发展,但仍然存在许多问题.第一:专业化程度不高,生产规模小.我国每年每厂的平均生产量是815t,远远低于美国的4606t和日本的48 78t。第二,技术含量及附加值低.我国高精度、高性能铸件比例比日木低约20个百分点.第二,产学研结合不够紧密、铸造技术基WIl薄弱。第四,管理水平不高,有些企业尽管引进了国外的先进的设备和技术,但却无法生产出高质量铸件,究其原因就是管理水平较低。
自中国加WTO以来,我因铸造行业面临机遇与挑战。其未来发展将集中在以下几方而。第一,鼓励企业重组发展专业化生产,包括铸件大型化和轻量化生产.第吮,加大科技投入切实推动自上创新,实现铸件的精确化生产和数字化铸造。第二,培养专业人才加强职工技术培训。第四,大力降低能耗抓好环境保护,实现清洁化铸造.
铸造分类及特点
铸造是将金属熔炼成符合定要求的液体并浇进铸型里,经冷却凝固整处理后得到有预定形状、尺寸和性能的铸件的工艺过程.铸造是现代机械制造工业的基础工艺之一。
铸造是获得零件毛坯的主要方法之一。与其它加工方法比较,铸造具有适应性广、生产成本低的优点,尤其在制造内腔复杂的构件时,更显其优越性。在机械产品中,铸件占有很大的比例.如机床中为60%--80%.但越铸造存在着铸件质量不稳定、尺寸精度不高.工人劳动强度大.工作环境差等问题。
铸造一般按造型方法来分类,习惯上分为普通砂型铸造和特种铸造。普通砂型铸造包括湿砂型、干砂型、化学硬化砂型三类。特种铸造按造型材料的不同,又可分为两大类:一类以天然矿产砂石作为主要造型材料,如熔模铸造、壳型铸造、负压铸造、泥型铸造、实型铸造、陶瓷型铸造等:一类以金属作为主要铸型材料.如金属型铸造、离心铸造、连续铸造、压力铸造、低压铸造等。
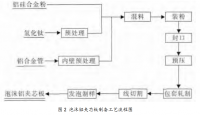
铸造工艺可分为三个基本部分,即铸造金属准备、铸型准备和铸件处理.铸造金属是指铸造生产中用于浇注铸件的金属材料。它是以一种金属元素为主要成分.并加入其他金属或非金属元素而组成的合金.习惯上称为铸造合金.主要有铸铁、铸钢和铸造有色合金。
目录
1冷芯工艺与热芯工艺的比较分析…………………………………………7
1.1.1生产率……………………………………………………………..........7
1.1生产管理情况的比较分析……………………………………………….7
1.1.2能耗………………………………………………………………..........8
1.1.3投资成本…………………………………………………………..........8
1.2砂芯性能的比较分析…………………………………………………….8
1.2.1强度…………………………………………………………………......8
1.2.2发气量与发气速度…………………………………………………......9
1.2.3流动性了填充性……………………………………………………......9
1.2.4砂芯的变形倾向……………………………………………………......10
1.2.5硬透性………………………………………………………………......10
1.2.6对原砂的要求………………………………………………………......10
1.3使用性能的比较分析…………………………………………………….11
1.3.1制芯工艺对砂芯分型方法的影响…………………………………......11
1.3.2模具的维护与寿命…………………………………………………......11
1.3.3质量控制的难易……………………………………………………......13
1.3.4砂芯的可修补性……………………………………………………......14
1.3.5可存放性……………………………………………………………......14
1.3.6对环境的影响及治理………………………………………………......14
2水套砂芯的特点………………………………………………………….....16
2.1水套部位的结构特点和对水套砂芯的技术要求……………………......16
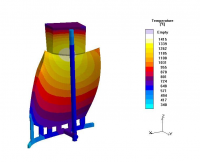
2.1.1水套部分的结构特点及该部位可能产生的缺陷………………….......16
2.1.2水套砂芯应具有的性能/性状………………………………………......16
2.2对水套芯砂的工艺要求………………………………………………......17
3冷芯与热芯时砂芯和铸件缺陷影响…………………………………….....18
3.1对砂芯缺陷的影响………………………………………………………..18
3.1.1砂芯表面质量…………………………………………………………...18
3.1.2断芯……………………………………………………………………...18
3.1.3枯模或固化不良引起的砂芯缺损……………………………………...18
3.1.4砂芯尺寸精度…………………………………………………………...18
3.2对铸件缺陷的影响………………………………………………………..19
3.2.1气孔……………………………………………………………………...19
3.2.2粘砂清洁度……………………………………………………………...19
3.2.3铸件尺寸精度…………………………………………………………...19
3.2.4铸件内腔的毛刺破缝(脉纫鼠尾)………………………………………19
4关于发动机水套芯热芯与冷芯的建议…………………………………….20
4.1热芯工艺与冷芯工艺的应用趋势………………………………………..20
4.2水套芯选用冷芯工艺或热芯工艺的考虑原则…………………………...21
4.3应用热芯的条件及应注意的问题和解决方法…………………………...22
二.铸造工艺方案的确定
5.1.1造型、造芯方法及铸型种类的确定………………………………….23
5.1.2浇注位置和分型面的确定……………………………………………….23
一、铸件浇注位置的确定……………………………………………………..23
5.2工艺参数的选择……………………………………………………………23
5.2.1铸造收缩率……………………………………………………………….23
5.2.2机械加工余量、铸件的尺寸和重量偏差……………………………….23
5.2.3起模斜度………………………………………………………………….23
5. 2.4最小铸出孔和槽…………………………………………………………23
5.2.5铸件在砂型内的冷却时间……………………………………………….24
5. 3砂芯设计…………………………………………………………………....24
5.3.1芯骨设计…………………………………………………………………..24
5.3. 2砂芯的排气……………………………………………………………….24
5. 4浇注系统的设计……………………………………………………………24
5.4.1选择浇注系统类型………………………………………………………..24
5. 4.2确定内浇道在铸件上的位置、数目、金属引入方向………………….24
5.4.3.冷铁的设计………………………………………………………………..25
6.常见的铸造缺陷………………………………………………………………25
6.1气孔………………………………………………………………………….25
6.2针孔………………………………………………………………………….25
6.3疏松………………………………………………………………………….26
6.4夹杂………………………………………………………………………….26
6.5夹渣………………………………………………………………………….26
6.6裂纹………………………………………………………………………….26
6.7偏析………………………………………………………………………….26
7.铸件的清理与检验…………………………………………………………....26
结论………………………………………………………………………………28
参考文献…………………………………………………………………………29
小结………………………………………………………………………………30
参考文献
[1]陈琦彭兆弟.实用铸造手册[M〕.中国电力出版社,1994
[2」李宏英,赵成志.铸造T艺设计【M〕.北京:机械工业出版社,2005.
[3l王文清,李魁盛.铸造工艺学【M〕.北京:机械一业出版社,2002
[4]陈琦,彭兆弟.铸造合金配料速查手册【M〕.北京:机械工业出版社,2004.
[5」中国机械工程学会铸造专业学会.铸造手册第1卷〔M〕.北京:机械下业出版社,2000
[6」胡亚民,冯小明,申荣华.材料成型技术基础【M〕.重庆:重庆大学出版社,2004.
[7」中国机械工程学会铸造专业学会.铸造手册第5卷【M〕.北京:机械下业出版社,
2000.
[8]陆文华,黄良余,等.铸造合金及其熔炼〔M〕.北京:机械下业出版社,2002.
[9]朱辉,唐保宁,等.画法几何及工程制图【M〕.上海:上海科学技术出版社,2005
[10]涅小武.中国古代的主要铸造技术[J].金属加工.2008,2.
[11]李新亚,祝强,等.铸造行业国内外生产技术现状及发展方向.1999.1
[12]张立波,田世江,等.中国铸造新技术发展趋势.铸造.2005,
[13]联合编写组《砂型铸造工艺及工装设计,北京出版社1980年
[14]叶荣茂等上编《铸造T艺课程设计》哈下大出版社1 995年
[15]工文清、李魁盛上编《铸造T艺学》机械工业出版社2009年
[16]《铸造工艺及设备》机械工业出版曹瑜强主编
[17]《铸造工艺课程设计手册》哈尔滨_L业大学叶荣茂、吴维冈、
高景艳编
[18]《材料成型工艺及工装》常州轻工职业技术学院薛茂权编、主审黄之德
[19]《铸钢件生产指南》沈阳市铸造协会于家茂、薛修治、金广明组织编写
[20]典型铸件工艺设计实例》全国铸造学会、圣泉集团公司组
www.bysj1.com www.bysj1.com/html/4574.html www.bysj1.com/html/4573.html
www.bysj1.com www.bysj1.com/html/4729.html www.bysj1.com/html/4727.html




