



ZL101涡轮增压器压壳的浇注工艺及质量检验
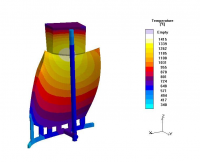
摘要:涡轮增压器实际上是一种空气压缩机,通过压缩空气来增加进气量。因为压壳是用于汽车上面的一个部件,它主要用于增压器压气端,主要是用来吸入空气。压壳是铸造的产品,通过泥芯放在浇注型腔内,用铝液冲入模具的型腔,然后自然冷却成型。所以里面存在的缺陷也会比较多,我们要严格控制压壳内流道的质量,保证压壳的表面光洁,无毛刺,飞边;尽量消除压壳内部的孔洞,裂纹夹杂物等缺陷。
关键词:材料、压壳、浇注工艺、质量、检验
1、ZL101涡轮增压器压壳现状分析
涡轮增压器压壳主要是用于增压器压气端,主要是用来吸入空气,然后通过叶轮的旋转压缩空气进入气缸,从而实现增压的目的,与其增压器核心的配合和叶轮在其中高速旋转的间隙都将在压壳的加工中来实现。目前生产制造中的压壳零件主要是通过回料的使用、铝合金铸件的配料熔化以及后续净化和变质的现状加以分析,确保铝铸件加工后有良好的表面粗糙度,有利于增压器压气端气体的通过。可以有效地减轻增压器的重量。
1.1回料的使用
回料是使浇冒口和铝渣按合金成分分类、去水、去油污油漆、去砂,一般的工艺过程是:(一)经过时效处理,把压壳的水分去除。(二)用滚砂机,不停的翻滚回料,为了去除废料的砂。有的时候,我们是进行人工分选回料的,由于不能很好的进行分选,成分组成复杂,不加处理就会在一定程度上影响了成品的化学成分,甚至导致整炉报废,因此在一般的情况下谨慎使用,最好是在并块并化验成分后使用。
废铝原材料的表面处理尤其是对含有油污和油漆的废铝的除污,是改善再生铝冶金质量的有效措施之一,我们在处理油污与油漆时,由于受到自身条件的限制,并没有去除废件表面的油污油漆的处理工序,大都是直接投炉,这既严重污染环境,又容易带氢和杂质进入熔池影响铝锭的质量。
压壳的回料处理工序是再生铝生产流程的第一环节,把这个入门第一关的质量对再生铝的品位及节省成本至关重要,压壳回料的处理要严控水分,防止砂土、氧化夹杂、有机物质的带入,把握住浇冒口的归类分选。提高工人在这方面的水平和素养。
目录
1、ZL101涡轮增压器压壳的现状分析……………………………………………1
1.1回料的使用……………………………………………………………………1
1.2配料熔化………………………………………………………………………2
1.3净化与变质……………………………………………………………………2
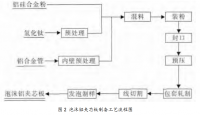
2、压壳的再生铝工艺流程…………………………………………………………3
2.1再生铝熔炼工艺特点…………………………………………………………4
2.2再生铝的熔炼…………………………………………………………………4
3、ZL101涡轮增压器压壳浇注工艺………………………………………………6
3.1浇注前的准备工作……………………………………………………………6
3.2浇注操作方法…………………………………………………………………9
3.3浇注工艺技术…………………………………………………………………10
3.4浇注工艺方法…………………………………………………………………12
3.5金属液质量的检验……………………………………………………………14
3.6浇注工安全操作规程…………………………………………………………18
4、质量检验的主要原因及处理措施……………………………………………19
4.1压壳质量检验的主要程序……………………………………………………19
4.2压壳的过程检验………………………………………………………………21
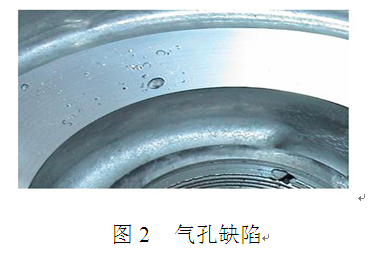
4.3压壳的缺陷分析………………………………………………………………22
4.4压壳的控制方法………………………………………………………………27
4.5应对措施………………………………………………………………………28
5、结论………………………………………………………………………………28
参考文献……………………………………………………………………………30
参考文献
1、李晨希.铸造工艺设计及铸件缺陷控制.北京:北京化学工业出版社,2009
2、安阁英.铸件形成理论.北京:北京机械工业出版社,1990
3、林家骝.造型制芯及工艺基础.北京:北京化学工业出版社,2010.5
4、陈琦.铸造质量检验手册.北京:北京机械工业出版社,2006.7
5、温永都等.铸造检验技术.北京:北京机械工业出版社,1989
6、肖可则.铸型涂料.北京:北京机械工业出版社,1983
7、应中堂.铸件质量与铸造车间技术改造.现代铸铁,2002,
8、陈国桢等.铸件缺陷和对策手册.北京:北京机械工业出版社,1996
9、耿鑫明.铝合金金属型铸造.北京:北京国防工业出版社1976
10、林松波.铸件的缺陷和防止方法.北京:北京机械工业出版社,1986
www.bysj1.com www.bysj1.com/html/4560.html www.bysj1.com/html/4559.html www.bysj1.com www.bysj1.com/html/4704.html www.bysj1.com/html/4700.html




