





















铝型材切割机
引 言
机电一体化产品广泛应用各种加工业,切割技术也有了飞速的发展,手工切割已经适应不了现代工业发展的要求。同时,切割机的夹紧机构也有了迅速的发展,一些简单的机械手已经得到广泛的应用。简单的机械手经过几十年的发展,如今已进入以通用机械手为标志的时代。几十年来,这项技术的研究和发展一直比较活跃,设计在不断的修改,品种也在不断的增加,应用领域也在不断的扩大。简单的机械手是一种仿人操作、自动控制、的机电一体化自动化生产设备。特别适合于多品种、变批量的柔性生产。它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。
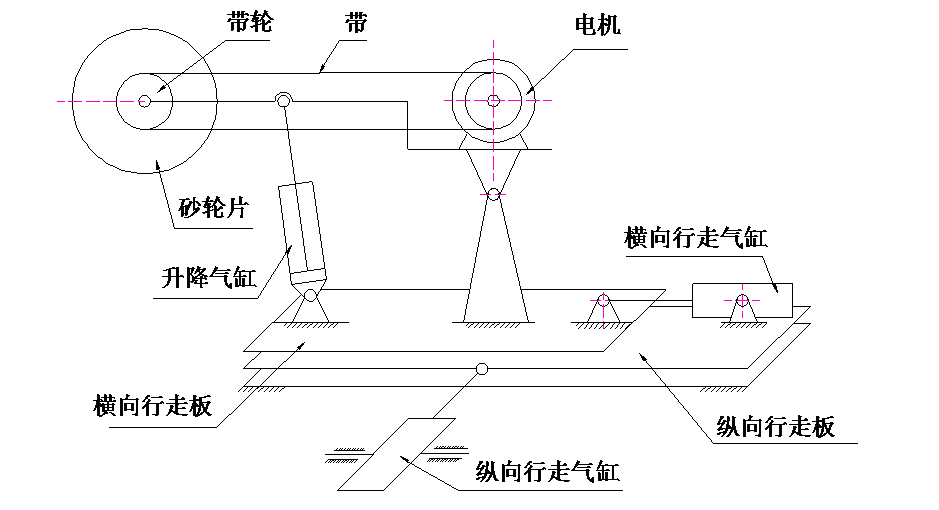
我们设计的铝型材线切割机结构简单,性能安全可靠,操作方便可行,很好的实现了其预定功能。铝型材线切割机主要由三个大的部分组成,即切割部分、夹紧部分和纵横行走部分。
切割部分是由电极带动砂轮旋转,由气缸控制砂轮上下移动完成切割。夹紧部分主要采用了一个气动夹紧机械手,电磁阀控制气缸活塞的伸缩来实现夹紧和放松。纵横行走部分是由气缸控制纵向、横向行走板,使之沿直线导轨前进或返回。
整个机器由PLC控制各个气动换向阀的电磁铁,由气缸驱动完成顺序切割动作过程。而随动工作台的随动前进速度也可以通过夹紧机械手夹紧铝型材使之与铝型材速度同步。横向切割时的切割速度可以通过气缸来调节。
与一般的切割机相比,这种切割机有以下优点:
一、实现了机械工程和自动控制的有效结合,机械部分采用机械优化设计,整个设计过程中都进行了综合技术比较与经济评价,实现了预定的功能。
二、整个运动过程都采用了气压传动控制,与液压传动相比,气压传动有无介质费用、处理方便、无泄露污染、无介质变质等优点。
三、在设计过程中,纵横行走装置采用了直线导轨,既提高了运动系统的运动精度,又很大程度的减小了摩擦力,达到了节能的效果。
这种切割机具有控制方便,性能稳定,结构简单,调节、修改方便、生产率高等优点,具有广阔的应用前景。
摘 要
连续铸造是一种先进的铸造方法,其原理是将熔融的金属,不断浇入一种叫做结晶器的特殊金属型中,凝固(结壳)了的铸件,连续不断地从结晶器的另一端拉出,它可获得任意长或特定的长度的铸件。
连续铸造在国内外已被广泛采用,例如连续铸锭(钢或有色金属锭),连续铸管等。连续铸造和普遍铸造法比较有下述优点:
1.由于金属被迅速冷却,结晶致密,组织均匀,机械性能较好;
2.连续铸造时,铸件上没有浇注系统的冒口,故连续铸锭在轧制时不用切头去尾,节约了金属,提高了收得率;
3.简化了工序,免除造型及其它工序,因而减轻了劳动强度;所需生产面积也大为减少;
4.连续铸造生产易于实现机械化和自动化,铸锭时还能实现连铸连轧,大大提高了生产效率。
铝型材线割机在连续的铸造中工作,它的工作是由PLC控制电磁阀,使电磁阀控制气缸,并由气缸驱动与其连接的部件,实现对铝型材的准确定长切割,切割后自动返回初始位置。一个切割机分别切割两条铝型材,其切口深度为35mm,然后由压断机进行压断。
铝型材线割机是一种既能有效的提高生产率,又在价格和使用方面能被广大用户所接受的一种新型的自动控制切割机。由PLC控制的气动铝型材切割机,其中融合了气压自动控制、机器人技术和PLC控制技术。PLC控制各个气动换向阀的电磁铁,由气缸驱动机械手完成顺序切割过程,实现了机械设计、电器控制和气动控制的有效结合。这种切割机具有控制方便,性能稳定,结构简单,调节、维修方便,生产率高等优点,具有广泛的应用前景。
目 录
第一章 切割部分设计
1.1设计要求 ……………………………………………………………………… 6
1.2方案设计 ……………………………………………………………………… 6
1.3结构设计 ……………………………………………………………………… 7
第二章 夹紧部分设计
2.1设计要求 ………………………………………………………………………18
2.2方案设计 ………………………………………………………………………18
第三章 纵横行走部分设计
3.1设计要求 ………………………………………………………………………20
3.2方案设计 ………………………………………………………………………20
3.3直线导轨的选择计算 …………………………………………………………20
第四章 PLC 概述
4.1可编程控制器PLC的基本原理 ………………………………………………23
4.2可编程控制器的特点 …………………………………………………………24
第五章 电气控制线路的设计
5.1电气控制线路设计的一般要求 ………………………………………………25
5.2电气控制线路的设计方法 ……………………………………………………25
5.3气动原理图的设计 ………………………………………………………… 26
结 论 …………………………………………………………………………… 30
谢 辞 …………………………………………………………………………… 31
参考文献 ………………………………………………………………………… 32
参考文献
[1] 徐 灏. 机械设计手册. 北京:机械工业出版社,1991
[2] Shigley J E, Uicher J J.Theory of machines and mechanisms .NewYork:
McGraw-Hill Book Company,1980
[3] 蔡春源. 简明机械零件手册. 北京:冶金工业出版社,1996.3
[4] 王德玺,裴垠欣. 机械设计. 北京:煤炭工业出版社,1999
[5] D Y Yang, C H Lee,Analysis of three-dimension-al extrusion of section through curle dies by con-formal transformation[J] .International journal of Mechanics science,1978,(20)
[6] Design and Performance of the Cycloid Speed Reducer. Machine Design. June,28 No13,1956
[7] 陆鑫盛,周 洪.气动自动化系统的优化设计. 上海:上海科学技术文献出版社,1995
[8] Nikravesh P E. Computer-aided analysis of mechanical systems.[s.l]:Prentice-Hall Inc,1988
[9] 许福玲,陈尧明. 液压与气压传动. 北京: 机械工业出版社,2000.5
[10] 国科精工(上海)有限公司.自润滑式线性导轨
[11] 周 军,海 心. 气动控制及PLC. 北京: 机械工业出版社,2001.8
[12] 朱善君等.可编程序控制系统. 北京:清华大学出版社,1994
[13] 孙 桓,陈作模. 机械原理. 第五版. 北京:高等教育出版社,1996
[14] Mattnies, Hans Jurgen.Einfuhrung in die plhydralik.Stuttgert,B.G.Toubner,1984
http://www.bysj1.com/ http://www.bysj1.com/html/2175.html http://www.bysj1.com



