





















Dk77系列电火花数控线切割机床的设计及维护(说明书+cad图纸)
摘要
电火花线切割加工(wire-EDM)是一种基于电火花加工技术的适应性流程加工技术,它可以被用在具有二维到三维复杂形状的而且是导电的原材料的加工上。电火花线切割加工最常见的应用是在压模、挤压模、粉末冶金的铸模和标准摸板的装配工中。这样就可以加工出以往依靠花费很高磨床或昂贵的传统意义上的电火花的电极来进行加工的工件。由于电火花线切割加工技术是机电一体化技术,是机械、电工、电子、数控、自动控制、计算机应用等多门学科、专业知识的综合运用。
我的设计课题是DK77数控高速走丝电火花线切割机及控制系统设计。DK为数控电加工机床,77为电火花线切割机床。
此次设计包括机床的总体布局设计,横向进给、纵向进给设计,其中还包括齿轮的强度计算,滚珠丝杆较核,轴承寿命的验算。控制系统部分包括步进电机控制电路和脉冲电源电路,这是数控电火花加工机床的重点设计部分,也是难点。步进电机电路设计包括硬件电路设计和软件系统设计。详细说明了芯片的扩展、键盘显示器接口的设计等等。脉冲电源电路采用高低压复式脉冲电源,它是由晶体管及分立元件组成的电路,输出高低压复式脉冲,可以同时供给两个放电间隙加工,提高生产效率。
关键字:数控高速电火花线切割加工、主轴运动、步进电机、脉冲电源
第1章 总体方案设计
1.1机床的主要用途及适应范围
本产品是利用“放电加工”原理,对导电材料进行电蚀(火花放电),达到加工目的,因此它不需要专门的刀具,通常利用一根金属丝作为工作电极,对工具进行电火花放电,工件在数控装置或计算机控制下自动的按程序确定的轨迹运动,最后得到所需形状的工件。
本加工方法最大的特点是对加工的材料性质无要求,原则上对导电材料均可加工。对用机械加工方法难以加工材料,采用本产品加工尤能显示其无比的优越性。对超硬材料如淬火铜、硬质合金钢;对韧性材料,如各种不锈钢、耐热合金钢;对脆性材料。如磁钢;对不易装夹的薄壁零件,对复杂形成的零件等只要编出程序,均可方便地加工出理想的工件。因此本产品用途及其广泛,深受国民经济部门用户的欢迎。
本产品主要用途:
1) 加工各种精密磨具:如冲模、复合膜、塑料模等
2) 加工各种盘行零件:如齿轮、链轮、凸轮等
3) 加工各种精密零件及样板
4) 切割特殊材料:如超硬材料、脆性等
本产品是根据“放电加工”原理,结合自动控制及计算机技术而设计的机电一体化的新产品。
1.2主要结构及工作原理
本机床的机械部门由床身,工作台,运丝装置,线架,工作液装置。机床电器,夹具,防护罩及附件等部分组成。
下面对机床的结构进行简单的介绍:
床身
它是箱形结构的铸件,其上安装工作台,线架,工作液箱,周边有流水槽。有较好刚性欧诺个,是保证机床精度的基础。
工作台
工作台主要由工作台上拖板,中拖板,滚珠丝杠及变速齿轮箱等组成。拖板的纵,横运动是采用“-V-平”滚珠导轨结构,分别由步进电机经由两对消隙齿轮及滚珠丝杠传动来实现的。由于控制采用开环控制,因此工作台运动精度将直接影响加工精度。
滚珠丝杠前端是采用两只向心推力球轴承来消除轴向间隙的,可调整预紧力,使间隙接近于零,具有传动轻便灵活,精度高,寿命长等优点。
运丝装置
他是由贮丝筒贮丝筒拖板,拖板座及传动系统组成。贮丝筒由薄壁不锈钢管制成,具有重量轻,惯性小,耐腐蚀等优点。
贮丝筒主轴通过十字联轴节与电机(三相或单相)相连,联轴节中装有耐油橡胶垫块,对电机换向时,瞬间产生的冲击起到缓冲作用,减少振动,从而延长传动轴的使用寿命。
贮丝筒主轴装有二对变速齿轮,带动传动丝杠,使贮丝筒与拖板作往返运动,使钼丝有规律的等距离地排列在贮丝筒上,贮丝筒拖板的频繁换向是采用行程开关控制来实现的,它有结构简单、动作灵敏、换向噪声小、振动轻、使用寿命长等优点。左,右撞块间的距离可调节,一般根据钼丝的长短来确定,钼丝两端留有一定的余量,撞块上备有过载保护装置,当行程开关失灵时,可切断电机电源。并有超行程保护装置,确保机床安全。
从计算结果可知,排丝间距小于0.2mm,故一般选用钼丝直径以0.12-0.18毫米为佳。
线架
线架的刚性对加工精度有很大影响,故本线架采用铸件结构。线架被安装在贮丝筒与工作台之间。为了满足不同厚度的工件的加工要求,本机床采用可变跨距结构的线架,确保上、下导轮与工件的最佳距离,减钼丝的抖动,提高加工精度的目的。
线架的下悬臂的固定,上悬臂可沿立柱导轨上、下升降。
工作液装置
在切割过程中钼丝与工作间的加工区需要不间断地供给充分工作液,使加工间隙不断地被冷却,恢复放电间隙的绝缘及将蚀除物排除加工区。为此要求工作液自喷嘴强而有力的沿着钼丝喷出,其流量可由线架上的进水阀旋钮控制。工作液将蚀除物带入箱内,为保证高效加工,工作液需定期更换。
机床传动系统
① 工作台传动系统
步进电机单个脉冲时,工作台的移动量;
三相六拍:S1=4*(24/40)*(24/100)*(0.75/360)°=0.001(mm)
五相十拍:S2=4*(25/100)*(0.36/360)°=0.001(mm)
② 运丝机构传动系统
电机美转,其拖板的移动量:(排丝距离)
S1=2*(38/108)*(38/110)=0.24(mm)
S2=2*(32/100)*(32/100)=0.20(mm)
目录
摘要 III
Abstract IV
第1章 总体方案设计 1
1.1机床的主要用途及适应范围 1
1.2主要结构及工作原理 1
1.3总体方案的拟定 3
1.4主要技术参数的确定 3
第2章储丝走丝部件结构设计 5
2.1储丝走丝部件运动设计 5
2.1.1对高速走丝机构的要求 5
2.1.2高速走丝机构的结构及特点 6
2.2储丝走丝部件主要零件强度计算 7
2.2.1齿轮传动比的确定 7
2.2.2.齿轮齿数的确定 7
2.2.3传动件的估算 9
2.2.4齿轮模数估算 10
2.2.5 齿轮模数的验算 10
2.3储丝走丝部件主要零件强度验算 13
2.3.1齿轮强度的验算 13
2.3.2主轴的验算 16
2.4主轴组件结构设计 18
2.4.1轴承配置形式 18
2.4.2主轴组件的调整和预紧 18
第3章 数控系统设计 19
3.1高频脉冲电源 19
3.2数字控制系统设计 19
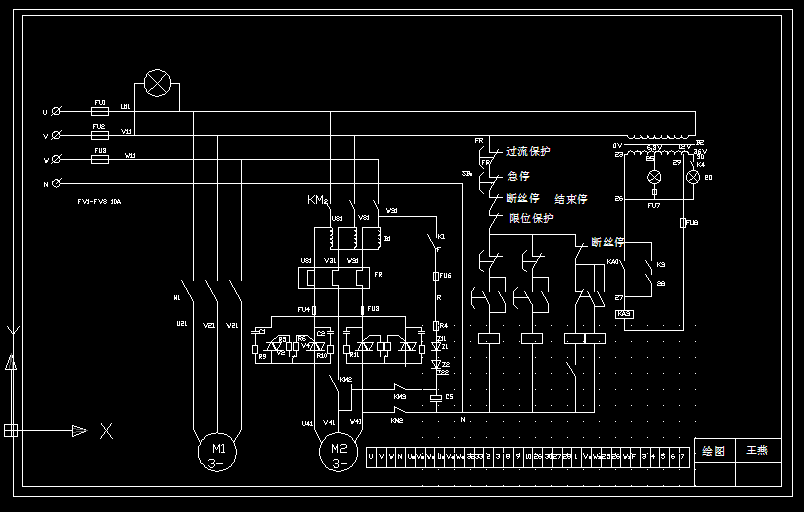
第4章 控系统硬件的电路设计 20
4.1 单片机设计 20
4.2 显示器的接口设计 24
4.3 步进电机控制电路设计 26
4.4光电隔离电路设计 32
第5章 毕业设计结论.....................................34
参考文献 35
致 谢 36
外文资料翻译..........................................37
参考文献
[1] 机床设计手册编写组. 机床设计手册[M]. 第三册. 部件结构设计及总体设计. 北京:机械工业出版社,1986. 12 – 59.
[2] 江耕华等. 机械传动设计手册[M]. 上册. 北京:煤炭工业出版社出版,1982. 78 – 128.
[3] 邱宣怀. 机械设计[M]. 第四版. 北京:高等教育出版社,1997. 45 – 213.
[4] 张健民等. 机电一体化系统设计[M]. 第二版. 北京:北京理工大学出版社,1996. 35 – 93.
[5] 徐灏. 机械设计手册[M]. 第三册. 北京:机械工业出版社,1991. 11 – 77.
[6] 吴宗泽. 机械设计师手册[M]. 上册. 北京:机械工业出版,2002. 33 – 82.
[7] 施高义,唐金松等. 机械设计从书[M]. 连轴器. 北京:机械工业出版社,1988.96 – 112.
[8] 张新义. 经济型数控机床系统设计[M]. 北京:机械工业出版,1994. 23– 45.
[9] 李亚江等. 切割技术及应用[M]. 北京:化学工业出版社,2004. 56 – 89.
[10] 杨平,廉仲. 机械电子工程设计[M]. 北京:国防工业出版社,2001. 39 – 135.
[11] 姜培刚,盖玉先. 机电一体化系统设计[M]. 北京:机械工业出版社,2003.67 – 78.
[12] 王兰美. 画法几何及工程制图[M]. 北京:机械工业出版社,2003.54 – 79.
[13] 赵玉刚,宋现春. 数控技术[M]. 北京:机械工业出版社,2003.45 – 96.
[14] 成大先,机械设计手册[M]. 单行本. 轴承. 北京:化学工业出版社,2004. 116 – 158.
[15] 成大先. 机械设计手册[M]. 单行本. 轴及其连接. 北京:化学工业出版社,2004. 266 – 286.
[16] 吴宗泽. 机械零件设计手册[M]. 北京:机械工业出版社,2004. 89 – 93.
[17] 东方华人等. Solid Works基础与应用[M]. 北京:清华大学出版社,1994. 77 – 89.
[18] 力远NCS1系列数控坐标滑台. 安徽. 合肥力宇数控设备制造公司.
[19] 周方明等. 实用数控火焰切割机研制. [J]. 华东船舶工业学报,1998 – 3.
[20] 董庆华等. 数控火焰等离子切割机机械设计[J]. 承德石油高等专科学校学报,2002 – 6





