





















基于三菱FX2N-48MRPLC的小型物料分拣系统的设计与实现
摘要:本篇论文主要讲述了通过运用三菱FX2N-48MR系类的PLC来完成对小型物料分拣的自动控制,并通过结合组态软件来对整个系统运行过程进行仿真监控。此PLC控制系统通过使用传感器来对物料识别,并结合气动元件进行对物料的分拣与传送,最后由梯形图编程形式编入PLC以达到对小型物料分拣的控制要求。同时充分使用组态软件对整个系统当中的运行过程进行监视,使得所有过程一目了然。
关键词:物料分拣系统、可编程控制器、自动控制、组态软件
Design and implementation
of small material sorting system based on PLC
Abstract: This paper mainly describes the automatic control of small material sorting through the use of the PLC of the MITSUBISHI FX2N-48MR system, and simulates the whole system through the combination of configuration software. The PLC control system uses sensors to identify the material, and combines the pneumatic components to the sorting and transmission of the material. Finally, the ladder diagram programming form is programmed into the PLC to achieve the control of the small material sorting. At the same time, the configuration software is used to monitor the operation process of the whole system, making all processes clear at a glance.
Key words: Material sorting system, PLC, automatic control and configuration software.
目录
第一部分 引言 1
1.1 物料分拣系统的基本介绍 1
1.2 物料分拣系统工作原理和应用现状 1
1.3 小型物料分拣系统功能要求与设计分析 2
第二部分 系统硬件设计 3
2.1系统的硬件结构 3
2.2 PLC的选型 4
2.3 变频器和电动机的选型 5
2.4 传感器的选择 7
2.5 驱动部分的分析与选择 8
2.6 I/O设备的地址分配 11
2.7 系统硬件设计总体报图 13
2.8 总体程序流程图 14
2.9 主电路元器件的检测 15
第三部分 系统软件设计 17
3.1 PLC梯形图的设计 17
3.2 组态程序设计 19
第四部分 总结 23
参考文献 24
附录 25
第一部分 引言
1.1 物料分拣系统的基本介绍
自在当今的社会发展中,自动化分拣的程度是分拣工作发展程度的标志。自动分拣系统已经慢慢成为如今社会的主流。而在其中通过PLC控制分拣系统更是主流当中的主流。因为只要设计程序即可实现无人工操作,且工作效率比人力高。最重要的是通过PLC程序控制使其成本大大的降低。无人自动化的控制给企业带来巨大的效益令原先还需要的人力支出变成了机器输出。这对于一个企业来说减少支出无益于增强了企业的收益,使企业在市场竞争中获得更大的优势。
物料分拣系统能灵活的和其他设备进行无缝对接,比如自动化仓库、自动集放链、各种机器人等。这样子达到了对物流的分配,达到了信息流的分配以及在管理的目的。物料分拣系统在正常下的运行情况是极其稳定安全的,且其在自动化的组装上也是十分大标准,是能够使系统达到一个灵活的布局,并且哪怕是在受场地的影响上,对其的影响都是不算太大的。
1.2 物料分拣系统工作原理和应用现状
物料分拣是由货物进入分拣系统开始到将物料送到指定的分配位置,这整整一个过程都是通过指令来达成的。这种装置是通过控制装置与计算机网络来把物料送到相对应的地点的一种装置。为了响应现代化作业的要求,分拣系统在操作上也相对应的用上全自动机器进行分拣,也正是因为这样,由于分类的种类较多,其工作的处理能力也是相对的提高了许多。当物料分拣系统使用可编程序控制器来进行控制的时候,便能进行分拣那些大量且连续的物料。而且在使用可编程控制系统进行作业的时候大大程度上的减少了在分拣过程当中的误差,在与此同时的情况下还减少了人工的劳动,这都显著提高了在日常生产劳动中的生产效率。
自动分拣系统从1997年开始市场兴起,分拣的概念在邮政处理中心、机场行李处理得到应用。随后迅速的普及到其他各个领域掀起了各个领域对自动分拣系统发展的需求,这一需求也在医学、图书、烟草以及超市物品配送得到了充分的应用。因在这些领域中,物品呈现多样化,种类比较多又要要求其准确性。如今自动化分拣正在不断的将中心倾向与更自动化,倾向自动化程度更高。自动化系统分拣已经成为了当今国家大中型物流中心、配送中心及流通中心的重要一份子。是当今社会所缺一不可的一部分。
1.3 小型物料分拣系统功能要求与设计分析
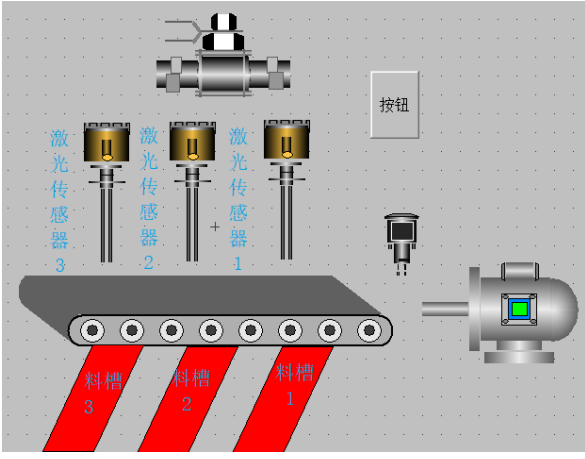
当小型物料分拣系统接到启动信号时,即开始进入运行状态,随后分拣系统的变频器开始运行,再而后驱动传动电动机按照触摸屏所指定的变频器运行频率速度把该物料带入检测区进行芯件高度测距检测。
成品工件按照芯件嵌入高度分为三类:①芯件端面与杯型工件端面之间的高度差值为±0.5毫米以内为第一类成品。②若芯件端面凸出杯形工件端面大于0.5毫米且小于1.5毫米,为第二类成品。③不在此范围内的则视为废品
依据功能要求进行分析,分拣工件物料的高度为50mm,欲想区分为三类可以通过激光传感器进行测距来实现,第一类可以通过激光传感器测其芯件嵌入的高度是否在49.5mm-50.5mm之内,第二类用另一个激光传感器测其芯件嵌入高度是否在50.5mm-51.5mm之内,第三类又可以通过一个激光传感器来检测是否为废品(不在49.5mm-51.5mm之内的)。分拣的过程可以在由电机控制的传送带上进行,而分拣中传感器收到的信号可以通过PLC传递给电磁阀,电磁阀控制气缸将对应的分拣工件物料推至相对应的物料槽,这时又将进行循环的上料检测动作过程。传感器分拣的同时还需要控制传送带进行相应的停车。
参考文献
[1]刘志臣. 基于YL-236的生产线分拣系统设计[D].中国海洋大学,2014.
[2]邹伟, 杨平, 徐德. 基于MCGS组态软件的上位机控制系统设计[J]. 制造业自动化,2008(12):107-112.
[3]王兆义等.变频器应用——专业技能入门与精通。北京:机械工业出版社,2010



