




















3Y15大三轮压路机变速箱体设计
概述
机体的加工工序路线复杂,具体分为铣、镗、钻、铰、扩、攻丝等,加工的原则一般按照先粗后精、先面后孔、基准先行等原则。零件的表面上分布有大小不一的孔,这些孔对位置尺寸精度要求都较高,因此,加工时以平面定位准确可靠,可减少定位误差,提高加工精度。所以把平面加工好非常重要。根据零件的特点,在组合机床上用铣削方法加工平面,只有使机床结构简单、刚性好、加工精度高,这样才能保证零件的精度。为此,可以采用铣削头安装在工作台上移动铣削的布局形式。组合机床上,加工平面可达到1000mm 长度以0.02~0.05mm,到定位基面的距离一般在5000mm内,尺寸公差可以保证在0.05mm以内。
2.2零件的作用及机构特点
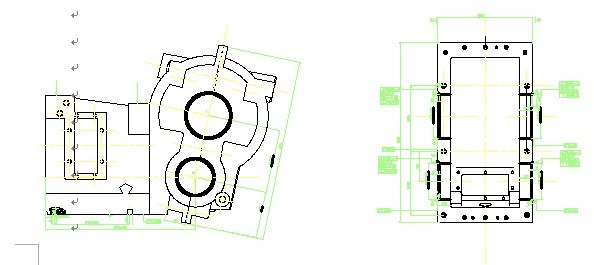
3Y15 变速箱箱体是东方红压路机中重要的基础件之一,它主要用于支撑和包容着各种传动零件,保证其运动和动力进给驱动和分配,彼此按照一定的传动关系进行协调的运动。因此,必须使众多的轴套及齿轮等零件保持正确的相互位置关系,所以箱体零件加工质量的好坏,对整台机器的精度,性能和寿命都有直接的影响。
机体结构复杂,属厚壁件 ,刚性较好,尺寸精度、形状公差要求高,工序多,表面质量要求较高。主轴承孔采用滑动轴承,内孔要求较高,不允许有退刀痕迹。3Y15 减速箱体上分布着一些大小不一的孔,这些孔对位置尺寸精度要求都较高所以平面是后面加工孔的基准,铣平面时要注意保证平面的精度,包括平行度、平面度、垂直度、表面粗糙度,都要达到很高的要求,为孔加工做准备。平面上的孔在3Y15箱体装配及现实工作中具有举足轻重的作用,它要求有很高的几何形状精度和位置精度及较高的表面粗糙度,机体外部齿轮室有相互啮合齿轮,对相邻孔的孔距尺寸精度和平行度要求较高。同轴线的孔较多,对同轴度要求较高。主轴孔的轴心线对端面的垂直度要求较高,同时对气缸孔轴线的垂直度要求也很高。机体的底面及侧面和油底壳相连,应有很高的平面度和较细的表面粗糙度。
2.3 零件的工艺分析
3Y15箱体的加工顺序均为先面后孔;先粗后精,先主后次的原则,并且在工序间要安排时效处理。箱体类零件一般结构复杂,加工面多,技术要求高,机械加工的劳动量大。因此,箱体零件的结构工艺性对于保证加工质量,提高生产效率,降低生产成本都有着重要的意义。箱体孔的精度要求高,加工难度也较大。它的外表面有多个联接平面需要加工,支承孔系分布在前后端面上,为了更好的满足加工要求,特别加工出了1个定位平面为辅助基准,除支承孔外,在各联接面上还有一系列螺纹孔。本次加工是以一面两孔位夹紧镗对合面上的两孔。再以以一辅助支撑,可以起到互补的作用,这样能使孔的加工提高稳定可靠的精基准,加工余量均匀。
2.4确定工艺方案的原则及方案的比较
2.4.1 粗、精加工分开原则
必须根据零件的生产批量、加工精度、技术要求进行全面分析,按照经济地满足加工要求的原则,合理解决粗加工和精加工工序的安排。不要不分具体情况而一律粗、精加工分开或粗、精加工工序合并的做法。一般在大批大量的生产中,确定工艺流程宜粗、精工序分开进行,其优点是:
(1)工件能得到较好的冷却,有利于减少热变形及内应力变形的影响,以稳定尺寸,对精度要求高的零件,更需如此安排;
(2)可避免粗加工振动对加工精度、表面粗糙度的影响;
(3)有利于精加工机床保持持久的精度;
(4)使机床结构简单,便于维修、调整。
但是,粗、精加工工序分开,将使机床台数增多。当工件生产批量不大时,由于机床负荷率低,则经济性不好。因此,在能够保证加工精度的情况下,有时也采取粗、精加工合在同一台机床上进行的工艺方案,但必须采取措施,尽量减少由此而带来的不利影响。例如使大量切除余量和铸造黑皮的第一道工序与最后一道精加工工序不能同时进行。在工件需要两次安装时,应使粗、精加工工序所用夹具具有大小不同的夹紧力;若工件一次安装,也应使粗、精加工工序分别具有不同的夹紧力。
2.4.2 工序集中与分散的原则
组合机床是基于工序集中的工艺原则发展起来的,即运用多种不同刀具,采用多面、多工位和复合刀具等方法,在一台机床上对一个或几个零件完成复杂的工艺过程,从而有效地提高生产率,取得更好的技术经济效果。但也应当看到,工序集中程度的提高也会带来下述一些问题:
(1)工序过分集中会使机床结构复杂,刀具数量增加,机床大而笨重,调整使用不便,可靠性降低,反而影响生产率的提高;
(2)工序过分集中导致切削负荷加大,往往由于工件刚性不足及变形等影响加工精度。
因此,提高工序集中程度时,应注意:
①适当考虑单一工序。即把相同工艺内容的工序集中在同一台机床或同一工位上加工;
②相互间有位置精度要求的工序应集中在同一台机床或同一工位上加工;
③大量的钻、镗工序最好分开,不要集中在同一个主轴箱完成。这是因为:钻孔与镗孔直径往往相差很大,主轴转速也就相差很大,导致主轴箱的传动链复杂和设计困难。同时,大量钻孔会产生很大的轴向力,有可能使工件变形而影响镗孔精度;而且,精镗孔振动较大又会影响钻孔,甚至会造成小钻头的损坏或折断。另外,由于铰孔为低速大进给量切削,而镗孔为高速小进给量切削,所以二者也不宜放在同一主轴箱上进行,以有利于切削用量的合理选择和简化主轴箱的传动结构;
④确定工序集中时,必须充分考虑零件是否会因刚性不足而在较大的切削力、夹紧力下变形对加工精度带来不利影响;
⑤工序集中时,必须考虑前述粗、精加工工序的合理安排及由于主轴箱结构及设置导向的需要。主轴排列不宜过密,否则会造成机床、刀具调整不便,加工精度、工作可靠性、生产率降低的不良后果。
2.4.3 制定工艺方案应注意的其它问题
(1)镗孔组合机床,应注意精加工后孔的表面是否允许留下螺旋或直线退刀痕迹。如果不允许留下螺旋刀痕,则应在加工终了时,使主轴(刀具)停止转动并周向定位,利用夹具的让刀机构,将工件已加工表面移离刀尖一段距离后退刀。在生产率允许的情况下,也可使刀具以工进速度退回,这样不仅不会留下刀痕,且有利于提高加工精度;
(2)钻阶梯孔,应先钻大孔后钻小孔,这不仅可缩短钻小孔的深度,而且使小钻头减少了折断的可能性;
(3)互相结合的两个零件,钻孔应从结合面钻起,以更好的保证孔的位置精度,有利于两零件的装配;
(4)端面一般采用铣削加工。当加工孔口较大端面时,不应采取简单的端面刮削工艺,因为这样会因轴向切削力大而导致振动影响加工精度。当端面对孔有严格的垂直度要求时,应采取镗孔车端面的方法,同时加工端面和孔。对于工件内部的端面,则可采用径向进刀的方法加工;
(5)在制定加工一个零件的几台或成套机床或流水线、自动线工艺过程方案时,应尽可能使精加工工序集中在所有粗加工工序之后,以有利于稳定保证加工精度。
2.5 确定箱体的生产类型
3Y15 变速器壳体年产量 Q=80000台
备品率 a% 2%
废品率 b% 4%
生产纲领 N Qn(1a%)(1b%) (式2.1)
=800001(1+2%)(1+4%)
=84864
查表知该零件为大量生产
2.6 工序尺寸的基本要求
1 工序7 粗铣平面1,2时,留余量2mm。
2 工序9 画工艺用定位销孔2-φ16上偏差0.027,下偏差0的孔钻加工位置线。
3 工序10中,钻2-φ16定位销孔,保证尺寸35mm,上偏差0.1,下偏差0,另一尺寸290mm,上偏差0.03mm,下偏差-0.03mm,钻孔φ15.85mm,铰孔φ16上偏差0.027mm,下偏差0。保证粗糙度为3.2mm。
4 工序11中,粗铣对合面5至12 °,要求留1mm。
5 工序12 粗铣3,4两侧面,留0.05mm余量,保证尺寸311mm。
6 精铣对合面5到12°,要求保证尺寸575,上偏差0.5,下偏差-0.5.
7 工序14,精铣两侧面3,4,保证尺寸310mm。
8 工序15,钻孔8-φ15,刮平面φ28,钻6-φ19孔,锪平面φ38.
9 工序16 (1)钳工合瓦口,加上螺栓紧固(加纸垫)
(2)钻,铰3-φ10锥销孔
(3)装入锥销。
10 工序17,以面1与2-φ16孔定位,粗铣平面6,7.两面留单边余量1mm,保证尺寸367.
11 工序18,以面1与2-φ16定位,半精铣平面6,7,保证尺寸365mm
12 工序19,以面1与2-φ16工艺销孔定位,合镗φ170mm,φ140mm,上偏差均为0.026mm,下偏差均为-0.014mm。两孔的圆度允许差均为0.012mm,两孔中心线平行度允许差均为0.08mm,与端面垂直度允许差φ0.08mm,保证尺寸241.5mm,上偏差为0.12mm,下偏差-0.12mm,以及尺寸142mm,上偏差0.1mm,下偏差-0.1mm,倒角2×45°。
13 工序20,去掉箱盖,以面1与2-φ16工艺销孔定位,两面镗φ100孔和φ120mm,上偏差均为0.6mm,下偏差均为-0.025mm,刮平面保证尺寸44mm及R83,刮φ120 mm,保证166mm,上偏差0.50mm,下偏差-0.5mm,对H孔中心线垂直度允差0.08mm,各孔圆度允许差0.01mm
14 工序21,话φ25孔加工线,话φ25mm孔加工线。
15 以平面1为基准面,按划线找正,钻扩铰φ25mm上偏差0.052mm,下偏差0,保证尺寸116.65mm,刮平面分别为φ40mm,φ65mm。攻丝M27×2丝孔,旋转夹具90°,按找正,钻镗孔φ25H9,保证尺寸145mm,倒角45°,钻镗φ25H9孔,倒角45°,分箱刮平面,保证尺寸230mm,刮平面φ80mm,保证尺寸42mm,刮φ50mm止口,保证尺寸39mm。
16 工序23,(1)钻孔11-φ8.5mm,深30mm
钻孔φ16孔
钻孔φ20.4mm深30mm
钻φ18孔
钻φ6-φ11.9孔,深40mm
钻8-φ13。9mm,深40mm
钻ongoing2-φ15.4mm,深40mm
(2)钻8-φ10.2孔
(3)钻孔6-φ11.9mm,深上40mm
钻孔8-φ13.9mm,深40mm
钻孔4-φ10.2mm,深26mm
钻孔7-φ10.2mm
17 工序24, (1)攻丝11-M10mm
(2)攻丝M18×1.5
(3)攻丝M22×1.5
(4)攻丝6-M14,深35mm
(5)攻丝8-M16,深35mm
(6)攻丝2-M18,深35mm
(7)攻丝8-M12
(8)攻丝8-M16,深35
(9)攻丝6-M14,深35
(10)攻丝4-M12,深35
(11)攻丝7-M12
18 钻孔20-φ8.5,深28
钻孔4-φ10.2
攻丝20-M10,深25
攻丝4-M12孔
19 钻11-φ8.5,深28mm 攻11-M10丝孔,深25mm
20 去毛刺
21 清洗
22 检验
微信

QQ1:3097331788 QQ2:2601997959 QQ3:2993773635



