





















车床C6232A用砂带磨削装置设计
摘 要
砂带隶属涂附磨具,砂带磨削已作为一种新的加工技术,在国外目前得到广泛应用,发展非常迅速,与传统的车削、铣
削、砂轮磨削产生了激烈竞争。经“静电植砂”的砂带砂粒等高性好、容屑间隙大、接触面小,具有较好的切削性能。另外砂
带磨削可以用于平面磨削、内外圆磨削、复杂的异形面加工,已日益广泛地应用于各种材料的磨削和抛光中,特别适用于加工
大型薄板、带材、长径比很大的薄壁孔和外圆。目前砂带磨削技术正随着砂带制造质量的提高和品种的增加而不断地发展,除
了有各种通用、专用设备外,设计一个砂带磨头能方便地装于车床等常规现成设备上,不仅能使这些机床功能大为扩展,而且
能解决一些难加工零件,如超长超大型轴类、平面零件等。
为解决直径范围为Ф100mm~Ф250mm、长为800mm~1000mm的铜管表面在车床C6232A上的磨削加工问题,本设计拟采用砂带磨
削技术,以自由式磨削为基本结构,由一对张紧轮支撑砂带,电机带动主动轮旋转,从而实现主运动,并可固定在车床中拖板
上,由其带动磨头纵向移动,从而实现轴向进给运动。该装置结构简单、易于制造,应用于车床上,则使得车削和磨削可同机
加工,即减少了加工中的辅助时间,又节省了资源。
关键词:
车床C6232A用; 砂带; 磨头; 设计;
引 言
C6232A砂带磨削几乎能用于加工所有的工程材料,作为在先进制造技术领域有着“万能磨削”和“冷态磨削”之称的新型工艺
,C6232A砂带磨削已成为与砂轮磨削同等重要的不可或缺的加工方法。综观近几年砂带磨削在国内外各行业的应用状况,可以
看出砂带磨削在制造业种发挥着越来越重要的作用,有着广泛的应用及广阔的发展前景。
例如在机械加工行业中,一些要求较高的轴类零件,传统的加工工艺一般为粗车→热处理→精车→粗磨→精磨,零件表面的精
加工主要依靠在外圆磨床上用砂轮磨削来实现。而对于细长零件和直径较大(超出磨床的加工范围)的零件,采用普通砂轮磨削
就会受到加工范围的限制,且其精度要求并不是很高,无需备用磨床并重新装夹加工。因此采用另一类磨具,即涂附磨具中的
砂带磨削。
C6232A砂带是一种用粘结剂将磨料粘结在柔软的基体上的特殊磨具,其磨粒重叠、堆积较少,磨粒分布等高性好,在单位时间
内,磨料接触工件的次数少,同时,磨粒接触工件的时间要比磨粒与空气接触时间短得多,且在空气中易散热,易于磨削热扩
散,故砂带磨削温度低,对工件表面磨削烧伤低。而且砂带磨削方式较多,可选择空间较大。与常规的加工方法相比,砂带磨
削是一种优质、高效、低消耗的新颖的加工方法。
在国外,由于各种类型砂带磨床的迅速发展,C6232A砂带磨削的功能已远远超出了除锈、粗磨及抛光等,其加工效率为砂轮磨
削的5~20倍,加工质量可与常规的磨削方法相媲美,加工精度已接近或达到砂轮磨削的水平,其应用范围遍及各个行业,几
乎所有材料(如木材、橡胶、各种金属等)都可以进行磨削加工。在国内,一些砂带生产厂家都相继引进了新工艺,保证了砂
带表面磨粒的“定向排列”,使砂带的磨削性能得到显著提高。虽然目前我国各类砂带磨床的型号尚不完备,但研制和使用一
些砂带磨削装置是切实可行的。
一般砂带磨削装置有几种不同的结构:一种是由电机输出轴直接传动砂带的装置,另一种是由电机经磨削主轴传动砂带的
装置,还有一种是供内圆磨削使用的装置。
本设计拟用第一种传动方案,研制砂带磨头装置以应用于通用车床。旨在解决铜管表面磨削在车床上加工受到局限的问题。通
常,依靠在外圆磨床上用砂轮磨削来实现表面磨削,但该零件较长且直径较大,且其精度要求并不是很高,仅为去除零件表面
氧化层和缺陷,粗糙度达到Ra1.6~0.8即可,无需备用磨床并重新装夹加工。所以,采用砂带磨头可减少辅助工时,并解决设
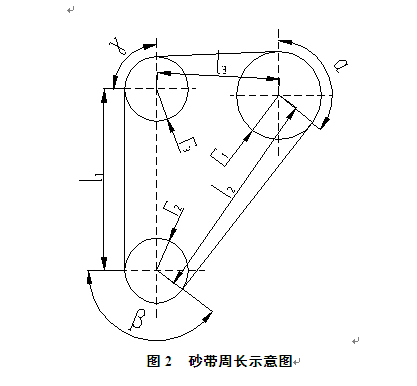
备不足等问题,,本设计为一对张紧轮支撑砂带,其转速可达3800r/min;电机带动主动轮旋转以实现主运动,砂带线速度可
达到20m/s;基本外形为三角式结构,并以自由磨削为基本磨削方式对零件进行加工,整体尺寸小拆卸方便,且结构简单易于
制造。当零件直径较小时,可将磨头固定在C6140型车床的中拖板上,由其带动磨头做轴向进给运动,而当零件直径较大时,
则可固定在C6163型车床上对零件进行加工。因此可使车削和磨削在一个机床上实现,从而扩大机床的加工范围,提高其利用
率,并节省了资源。
目 录
摘 要 1
引 言 3
1砂带磨头设计概述 5
1.1设计目的 5
1.2砂带磨削概述 5
1.2.1目前砂带研究的概况和发展趋势 5
1.2.2砂带磨削机理 6
1.2.3砂带磨削特点 6
1.2.4砂带磨削适用范围 7
1.2.5砂带磨削方式 8
2砂带磨削工艺参数及砂带选择 11
2.1砂带磨削工艺参数选择 11
2.2砂带选择 12
2.2.1砂带种类选择 12
2.2.1砂带尺寸和公差的确定 15
3砂带磨头结构设计 17
3.1 磨头结构方案设计 17
3.1.1拟定砂带磨削方式 17
3.1.2拟定砂带磨头的结构 18
3.2 动力参数计算 19
3.3主动轮、从动轮结构设计 22
3.4从动轮心轴结构设计 24
3.5校核计算 26
3.5.1从动轮心轴校核 26
3.5.2轴承寿命校核 29
3.6 张紧结构设计 30
结 论 31
致 谢 32
参考文献 33
参考文献
[1] 黄云,黄智.砂带磨削的发展及关键技术[J].中国机械工程第18卷18期2007,9:TH16.
[2] 李伯民, 赵波等. 实用磨削技术[M]. 北京: 机械工业出版社, 1996.4:211
[3] 谢国如. 基于车床的砂带磨削及应用[J].机械工程与自动化,第5期200410
[4] 李伯民, 赵波. 现代磨削技术[M]. 北京: 机械工业出版社, 2003.6:272-273
[5] 邓玉平.砂带磨削在机械加工中的应用[J].水力电力机械第29卷第11期2007,11:TG580.
[6] 王先逵.机械加工工艺手册——磨削加工[M]. 北京: 机械工业出版社, 2008.6:175-180
[7] 黄云,朱派龙.砂带磨削原理以其应用[M]. 重庆: 重庆大学出版社, 1993.11.68-71
[8] 濮良贵,纪名刚等.砂带磨削原理以其应用[M]. 第8版.北京: 高等教育出版社, 2007.5.370-381
[9] 宋宝玉.机械设计课程设计指导书[M].北京: 高等教育出版社, 2006.8.100-145
[10] 李虹,丁爱玲,李伯民.砂带磨削技术的应用与发展[J].华北工学院报,1999,4.
[11]黄云,黄智.中国砂带磨削技术产业进程的战略与思考[J].制造技术与机床,2004.11.




